




2.吉林大学 极地研究中心, 吉林 长春 130061
2. Polar Research Center, Jilin University, Changchun 130061, China.
Corresponding author: CAO Pin-lu, associate professor, E-mail: jlucpl@jlu.edu.cn
极地冰芯分辨率高、记录时间尺度长、信息包含量大,直接记录着远古时期的大气组成,蕴藏着珍贵的古气候和古环境信息;获得年代久远的深冰芯,对于重建地球的历史演化以及预测全球气候、环境的变迁具有重要意义.通过深部冰层取芯钻探技术,获取高质量冰芯已成为极地科学的重要研究方向之一.实践表明,深冰芯钻探回转钻进时,钻头切削具与冰层之间产生的切削热对钻进安全有着重要的影响.尤其是“暖冰”层钻进时,由于冰的熔点低、温度高,如果切削热较大易导致冰屑融化或处于熔融状态,融化产生的水在钻头或钻具局部位置可能会再次结冰,导致钻井液循环不畅、冰屑不能及时带出、钻进效率低等问题,严重时会造成卡钻等孔内复杂事故.如格陵兰冰盖NorthGRIP深冰芯钻探项目,在孔深2931m处遇到“暖冰”,冰层温度为-7.1℃(压力熔点-2.1℃),融化的冰屑黏附在钻头切削具和水槽内,阻碍钻井液的正常循环,多次发生了卡钻事故[1].在南极进行的EPICA Dome C-2,Byrd站,EPICA DML,俄罗斯Vostok站5G-1以及格陵兰岛Neem等深冰芯钻探项目均遇到了“暖冰”层钻进技术难题[2, 3, 4, 5, 6].因此,冰层回转切削钻进切削热问题已引起人们的关注.如Green等对电动机械钻具钻进工艺进行分析,认为切削产生的热量将冰屑融化,产生的水在钻具局部位置二次冻结是导致卡钻事故的关键所在[7].Azuma等借鉴金属切削理论对回转钻进时产生的热量进行分析,建立了解析模型,为冰层钻进切削热研究提供了重要借鉴[8].
钻头回转切削钻进过程是一个局部产生高温、高压和高应变的非线性动态随机过程,钻压、转速及冰层的物理力学性质等参数对切削热均有较大影响.本文在综合前人工作的基础上,借鉴金属切削理论,建立了切削温度计算模型,研究钻压、转速、切削具刃角、冰与切削具之间的摩擦系数以及冰抗剪强度等因素对切削温度的影响规律.
1 冰层回转钻进切削热量的解析计算 1.1 回转钻进切削具受力分析冰层回转钻进大多采用三刀具钻头,在钻压和回转扭矩的作用下钻头切削具切入冰层,对冰剪切破坏;切入深度由钻头切削具后刀面处设计的垫块控制,如图 1所示.当冰的塑性较高而脆性较低时(如暖冰),冰主要发生塑性变形,其切削过程与金属直角切削加工过程非常相似[8].金属直角切削时,切削热主要来自刀具前刀面与工件的摩擦热、工件的塑性变形热以及刀具后刀面与工件的摩擦热.考虑到冰钻钻头切削具较为锋利,其后刀面与冰层之间的接触面积较小,本文分析时主要考虑切削具前刀面的摩擦热和冰屑的塑性变形热,后刀面主要考察垫块处的摩擦作用,其受力状态如图 1所示.

|
图1 冰层取芯钻头切削具受力分析图 Fig. 1 Force analysis diagram of cutter of ice core drilling bit |
取单个切削具为研究对象,将回转切削过程简化为单一剪切平面模型,将切削具和垫块作为一个整体进行受力分析,可得

摩擦力:F1=N1f,F2=N2f.
摩擦系数: f=tan δ.
由于切削形成的螺旋降角较小,γ≈0,联合以上各式可得
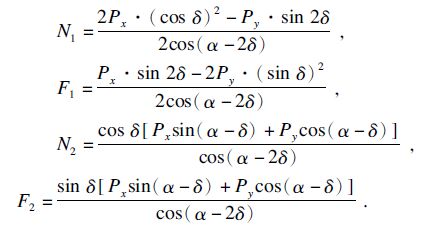
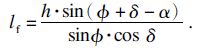
Py为切削具所受的轴向压力(钻压的一部分);Px为切削力(回转扭矩产生的水平力的一部分);φ为剪切面与水平面之间的夹角;α为刃前角; β为刃后角;γ为刀刃切削形成的螺旋降角;θ为冰的内摩擦角;δ为冰与切削具接触面摩擦角;h为切削具切削深度;L为剪切面长度;b为切削具宽度; f为冰与切削具之间的滑动摩擦系数;F1为切削具前刃面与冰屑之间的摩擦力;N1为切削具前刃面受到的正压力;F2为垫块与冰层之间的摩擦力;N2为垫块受到的正压力.
以冰屑为研究对象,对其进行受力分析,可求出剪切面上的剪切力和正压力,即
根据库伦-莫尔准则,当剪应力τs超过内聚力C与内摩擦力之和时,便发生剪切破坏,即

则



切削产生的热量Q来自三部分:切削具与冰屑摩擦产生的热Qf1、冰屑剪切变形产生的热Qs(简称为剪切热)以及切削具垫块与冰层摩擦产生的热Qf2,其中前两项对冰屑的温升有重要作用:
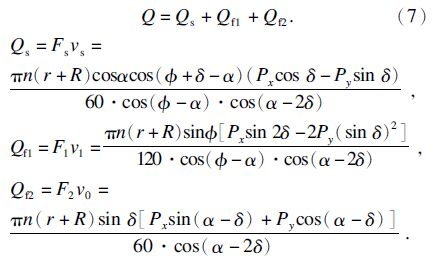
从上式可以看出,回转切削产生的热量与转速n、钻压Py、切削具刃前角、冰与切削具接触面摩擦角以及切削具的结构参数等有关.
1.3 切削热量引起切屑温度的变化根据金属切削理论,切削产生的热量一部分被冰屑带走,一部分传输至刀具,最后一部分传输给冰层.这里主要分析冰屑的温度变化,计算时不考虑钻井液循环对冰屑温度变化的影响.
设剪切变形区传输给冰屑的热量比例为R1,则剪切面上的平均温度变化(简称为剪切温升)为
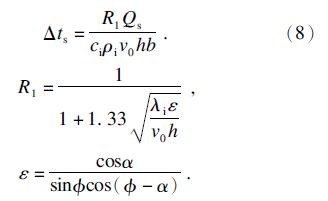
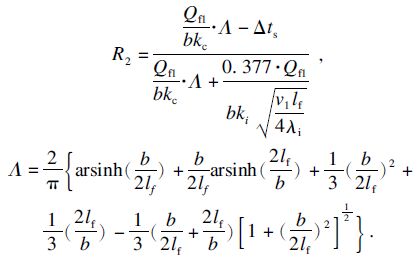
假设摩擦热量传输至冰屑的比例为R2,采用J.C.Jaeger的动热源方法来计算切削具与冰屑摩擦面的摩擦温度(简称为摩擦温升),则有
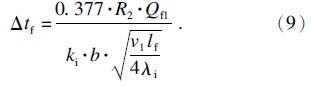
因此,回转切削钻进造成的冰屑温度变化为

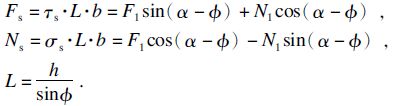
2.1 钻压的影响
设冰密度920kg/m3,比热容2078J · kg-1 · ℃-1,导热系数2.29W · m-1 · ℃-1,热扩散系数1.2×10-6mm2 · s-1,钻头外径60mm,内径40mm,切削具外径66mm,内径36mm,冰的内摩擦角为4.5°,切削具宽度为15mm,切削具刃前角为30°,切削具导热系数为30W · m-1 · ℃-1,切削深度为2mm,冰与切削具之间的动摩擦系数为0.05,冰的抗剪强度为4MPa,钻头转速为50r/min.
计算不同钻压条件下切削热的大小及冰屑温度的变化情况,结果如图 2a所示.由于冰的强度较低,在很小的钻压下切削具即可切入冰层.为避免切入过深导致扭矩增大而增加钻具反扭系统负担并防止切削具折断,一般在切削具后刃面上设计垫块来控制切削深度,大部分钻压由垫块承担.因此,当其他条件不变时,增加钻压仅增大垫块处的摩擦热量,剪切热量和前刃面摩擦热量基本不变,冰屑的温升维持在3℃左右.从图中还可以看出,切削热主要来自冰的剪切变形热量,前刃面和垫块的摩擦热量相对较小.

|
图2 切削热量、切削温度与钻进切削参数的关系 Fig. 2 Relationship between cutting heat,cutting temperature and drilling parameters (a)—钻压的影响; (b)—转速的影响; (c)—切削深度的影响. |
取钻压为500N,保持其他参数不变,分析钻头转速对切削温度的影响,结果如图 2b所示. 随钻头转速的增高,单位时间内破碎的冰量增多,钻进速度加快,消耗的功率增大,冰的剪切变形热量大幅增加,当转速由30r/min增大到130r/min时,剪切变形热量由11.16J增大到48.37J,但由于冰屑同比增多,剪切温升基本不变,维持在2.2℃左右.同时,转速的增高使切削具与冰屑之间的摩擦加剧,冰屑摩擦温升不断增大.当转速由30r/min增大到130r/min时,前刃面摩擦热量由0.6J增大到2.7J左右,冰屑摩擦温升由0.19℃升到了2.06℃,导致冰屑总温升达到了4.29℃.因此,在机械钻速满足要求的前提下,应尽量降低钻头回转速度,以降低消耗的总功率以及冰屑温升.
2.3 切削深度的影响取钻压为500N,钻头转速为50r/min,保持其他参数不变,计算切削深度对切削温度的影响,结果如图 2c所示.
随切削深度的增加,冰屑厚度增大,单位时间内破碎的冰量随之增多,剪切热量增高.由于产生的冰屑相应增多,剪切温升基本不变,但摩擦温升逐渐增加,冰屑总温升不断增大.当切削深度由1mm 增至5mm时,冰屑摩擦温升由0.2℃增至1.66℃,总温升由2.34℃增大到3.95℃.
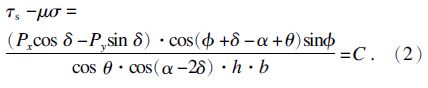
2.4 切削具与冰之间摩擦系数的影响取钻压为500N,钻头转速50r/min,切削具切削深度为2mm,保持其他参数不变,分析摩擦系数对切削温度的影响,结果如图 3a所示.

|
图3 切削热量、切削温度与物性参数的关系 Fig. 3 Relationship between cutting heat,cutting temperature and physical parameters (a)—摩擦系数的影响; (b)—切削具刃前角的影响; (c)—冰抗剪强度的影响;(d)—导热系数的影响. |
相同条件下,冰与切削具之间的摩擦力随摩擦系数增加而增大,摩擦热和摩擦温升随之增加.当摩擦系数由0.05增大到0.3时,摩擦温升由0.71℃增大到6.81℃左右,冰屑的总温度升高了9.11℃.因此,虽然摩擦产生的热量较剪切变形产生的热量小,但由于冰屑与前刀面的接触长度较小,导致冰屑温升有显著的变化.在设计切削具或者优选涂层材料时,应尽可能地降低切削具与冰之间的摩擦系数.
2.5 切削具刃前角的影响取钻压为500N,钻头转速为50r/min,切削具切削深度为2mm,切削具与冰的摩擦系数为0.05,保持其他参数不变,分析切削具刃前角对切削温度的影响,结果如图 3b所示.
随着切削具刃前角的增加,剪切热量和冰屑剪切温度迅速降低,前刃面处摩擦热基本不变而垫块处摩擦热略有增加.由于切削具刃前角的变化改变了冰屑与切削具之间的接触状态和接触长度,导致摩擦温升不断增大,当摩擦温升的增幅超过剪切温升的降幅时,冰屑总温升增大.如图 3b所示,当刃前角由15°增大到60°时,冰屑总温升由3.48℃降低到2.3℃.随后,冰屑温升开始增大,刃前角为75°时,冰屑总温升达到了2.42℃.
2.6 冰抗剪强度的影响保持其他参数不变,分析冰的抗剪强度对切削温度的影响,结果如图 3c所示.
随冰抗剪强度的增加,冰的剪切破碎难度增大,消耗的功率相应增加,冰屑的剪切温升和摩擦温升不断升高.当冰的抗剪强度由3MPa增大到 8MPa时,冰屑的总温升由2.19℃升高到5.84℃.
因此,相同条件下,钻进的冰层不同,钻进消耗的功率不同,导致冰屑的升高温度也不同.
2.7 切削具导热系数的影响保持其他参数不变,冰的抗剪强度为4MPa,切削具导热系数对切削热量和切削温度的影响如图 3d所示.
由于冰的物理力学性质、切削具结构及钻进参数等条件均未改变,因此钻进消耗的总功率不变,剪切热量、前刃面摩擦热量和垫块处的摩擦热量分别维持在18.6,1.02和1.62J左右.随切削具导热系数的增加,前刃面处的摩擦热量散失速度加快,冰屑温升降低.当切削具导热系数由20W · m-1 · ℃-1增大到70W · m-1 · ℃-1时,冰屑摩擦温升由1.05℃降低到0.01℃左右,冰屑总温升由3.27℃降低到约2.23℃.
因此,在选择切削具材料时,应优选导热系数高的材料.
2.8 计算模型可靠性分析为研究切削温度理论计算的合理性,在冰层回转钻进温度无线测量实验系统中进行了测试.实验钻头切削具外径为66mm,切削具内径为36mm,切削具宽度15mm,钻压500N,转速70r/min,冰样采取自来水室外自然冻冰冰样.结果表明,在实验条件下,冰屑的温升为2.5~2.8℃[9].相同条件下,利用本文公式计算可得冰屑的温升约为3.3℃(图 2b所示),两者基本吻合.
3 结 论1) 冰层回转切削钻进产生的切削热主要来自冰的剪切变形热量,前刃面及垫块与冰摩擦产生的热量相对较小.
2) 钻压的变化仅改变垫块处的摩擦热量,对冰屑的温升没有影响,但为了降低钻进消耗的总功率,在满足钻进的情况下,应尽量减小钻压.
3) 转速、切削具刃前角、切削深度、摩擦系数、冰的抗剪强度等参数对切削热和切削温度均有一定的影响,其中摩擦系数对冰屑的温升影响显著,设计时应优选低摩擦系数的材料.
4) 本文没有考虑低温钻井液的影响,应实测钻井液对切削温度的影响程度,对理论模型进行适当修正,为今后极地深冰芯钻探工程提供借鉴.
| [1] | Johnsen S J,Hansen S B,Sheldon S G,et al.The Hans Tausen drill:design,performance,further developments and some lessons learned[J].Annals of Glaciology,2007,47(1):89-97.( 1) 1) |
| [2] | Motoyama H.The second deep ice coring project at Dome Fuji Antarctica[J].Scientific Drilling,2007(5):41-43.(1) |
| [3] | Augustin L,Motoyama H,Wilhelms F,et al.Drilling comparison in “warm ice” and drill design comparison[J].Annals of Glaciology,2007,47(1):73-78.(1) |
| [4] | Vasiliev N I,Talalay P G,Bobin N E,et al.Deep drilling at Vostok station,Antarctica:history and recent events[J].Annals of Glaciology,2007,47(1):10-23.(1) |
| [5] | Vasiliev N I,Talalay P G.Twenty years of drilling the deepest hole in ice[J].Scientific Drilling,2011(11):41-45.(1) |
| [6] | Mulvaney R,Alemany O,Possenti P.The Berkner Island(Antarctica) ice-core drilling project[J].Annals of Glaciology,2007,47(1):115-123.(1) |
| [7] | Green J,Koci B,Kyne J.Koci drill for drilling in ice,sand and rock:drill requirements design,performance,difficulties[J].Annals of Glaciology,2007,46(1):105-108.(1) |
| [8] | Azuma N,Tanabe I,Motoyama H.Heat generated by cutting ice in deep ice-core drilling[J].Annals of Glaciology,2007,47(1):61-67.(2) |
| [9] | 刘春朋,曹品鲁,白杨,等.极地冰层回转钻进切削热量测试装置的研制[J].探矿工程:岩土钻掘工程,2013,40(12):13-17. (Liu Chun-peng,Cao Pin-lu,Bai Yang,et al.Development of test stand for measuring cutting heat generated in polar ice drilling[J].Exploration Engineering:Rock & Soil Drilling and Tunneling,2013,40(12):13-17.)(1) |