东北大学学报(自然科学版) ›› 2025, Vol. 46 ›› Issue (12): 78-84.DOI: 10.12068/j.issn.1005-3026.2025.20249032
巩思茜1, 孙瑶2( ), 李思慧2
), 李思慧2
Si-qian GONG1, Yao SUN2(), Si-hui LI2
摘要:
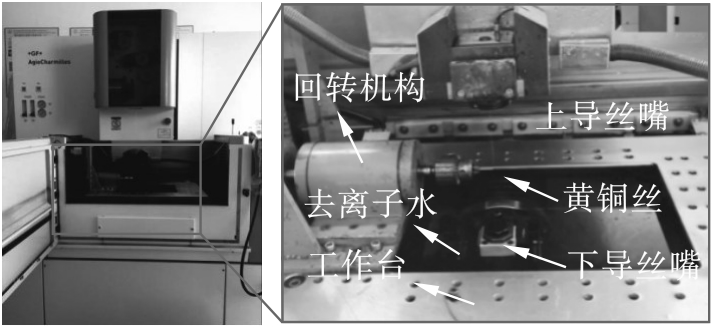
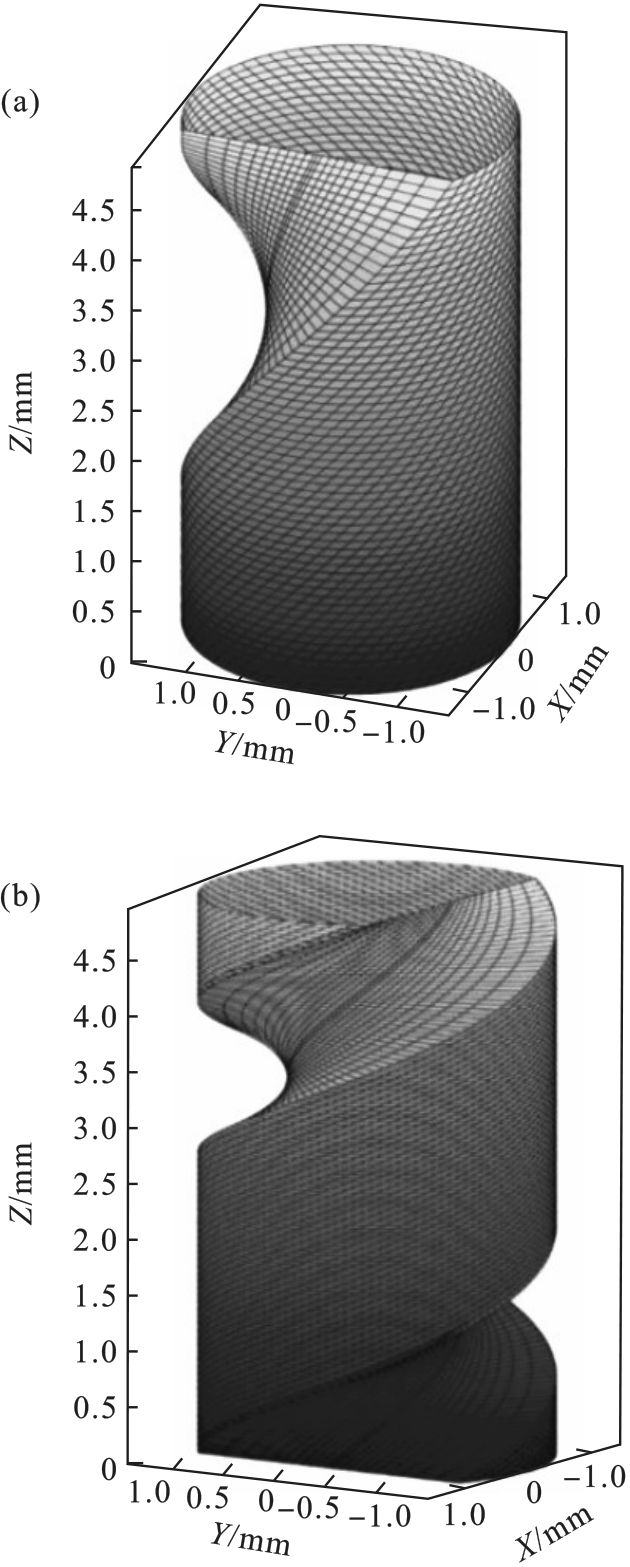
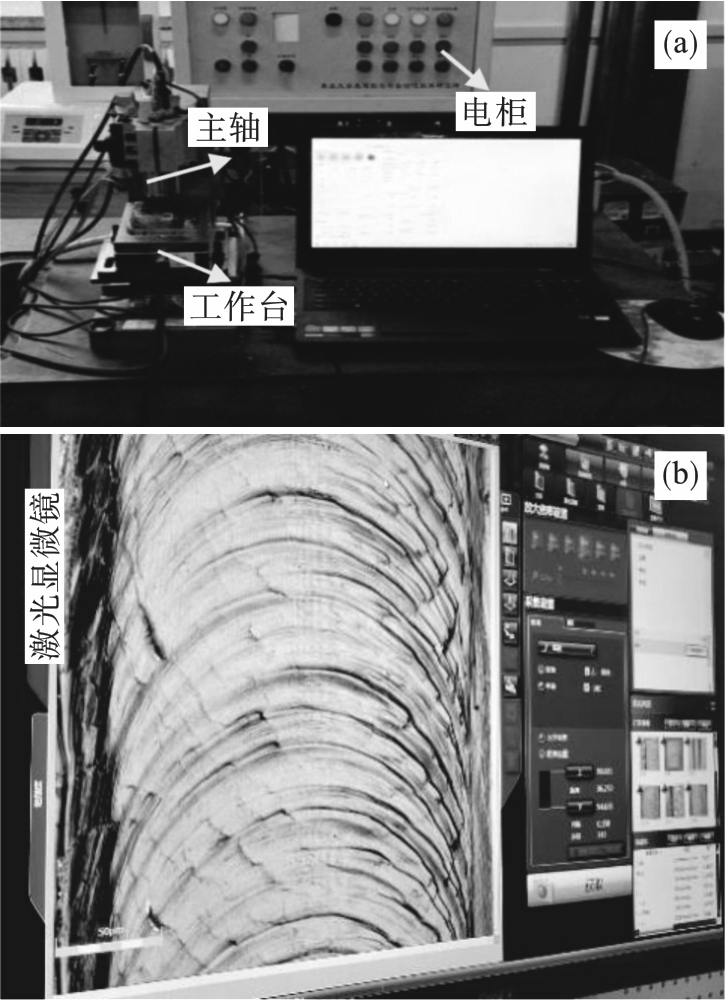
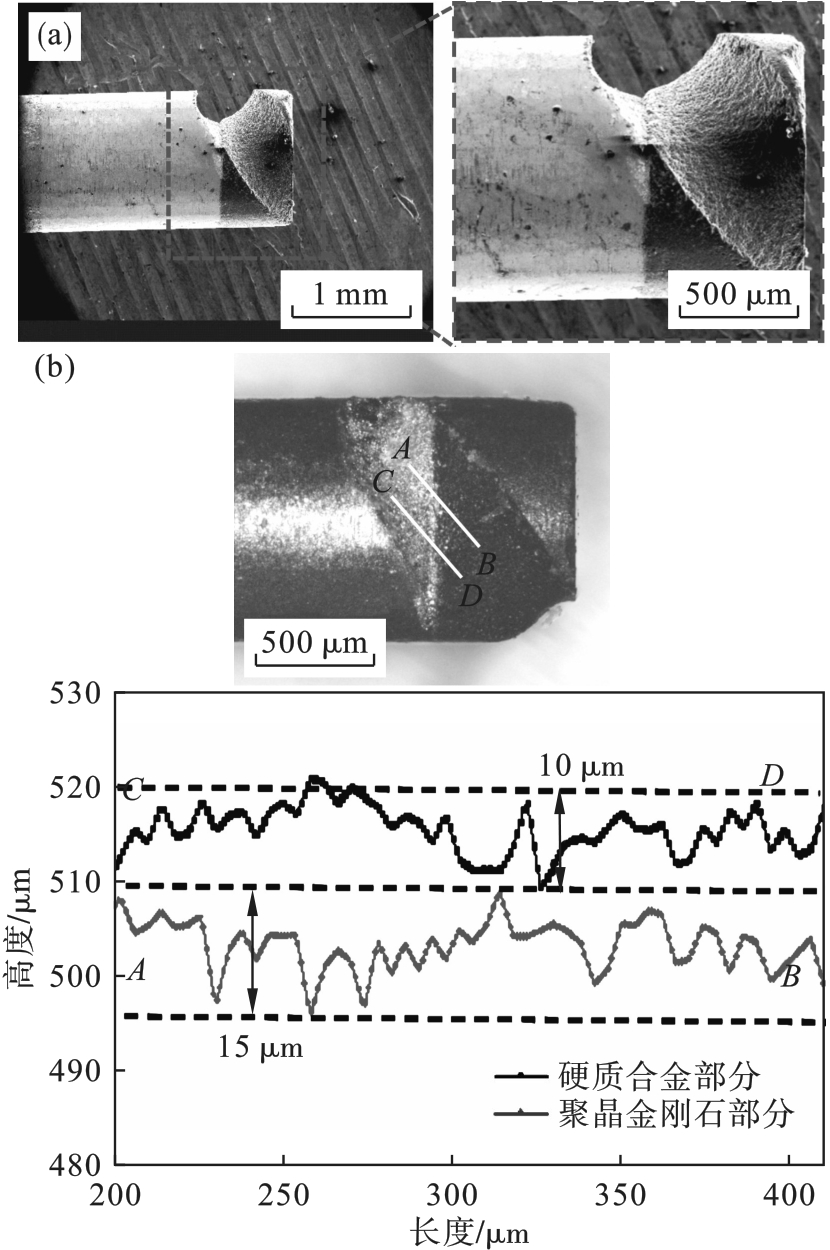
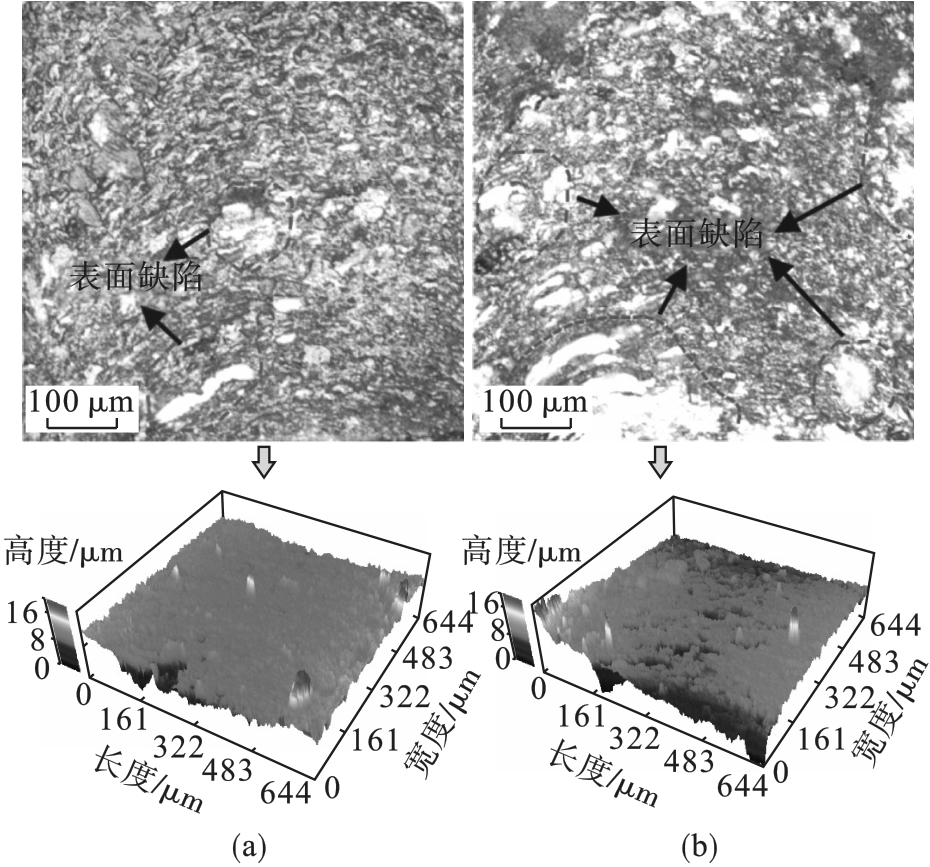
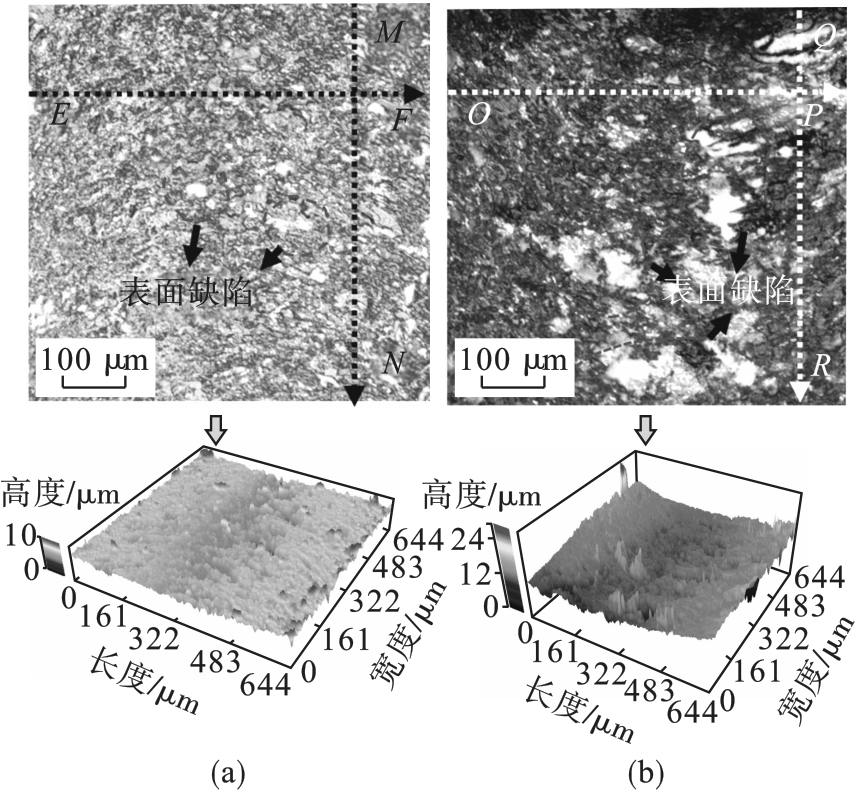
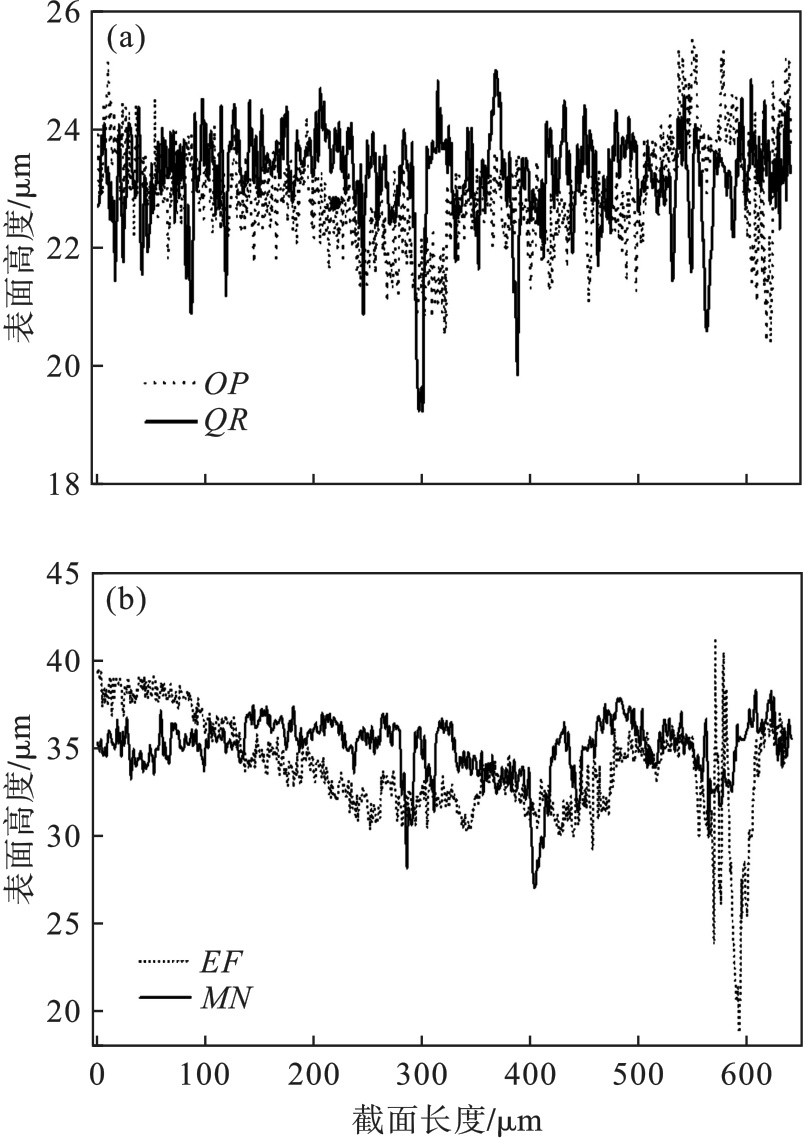
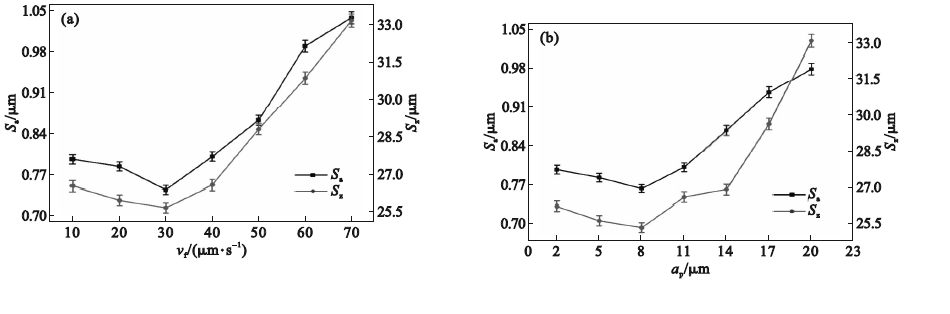
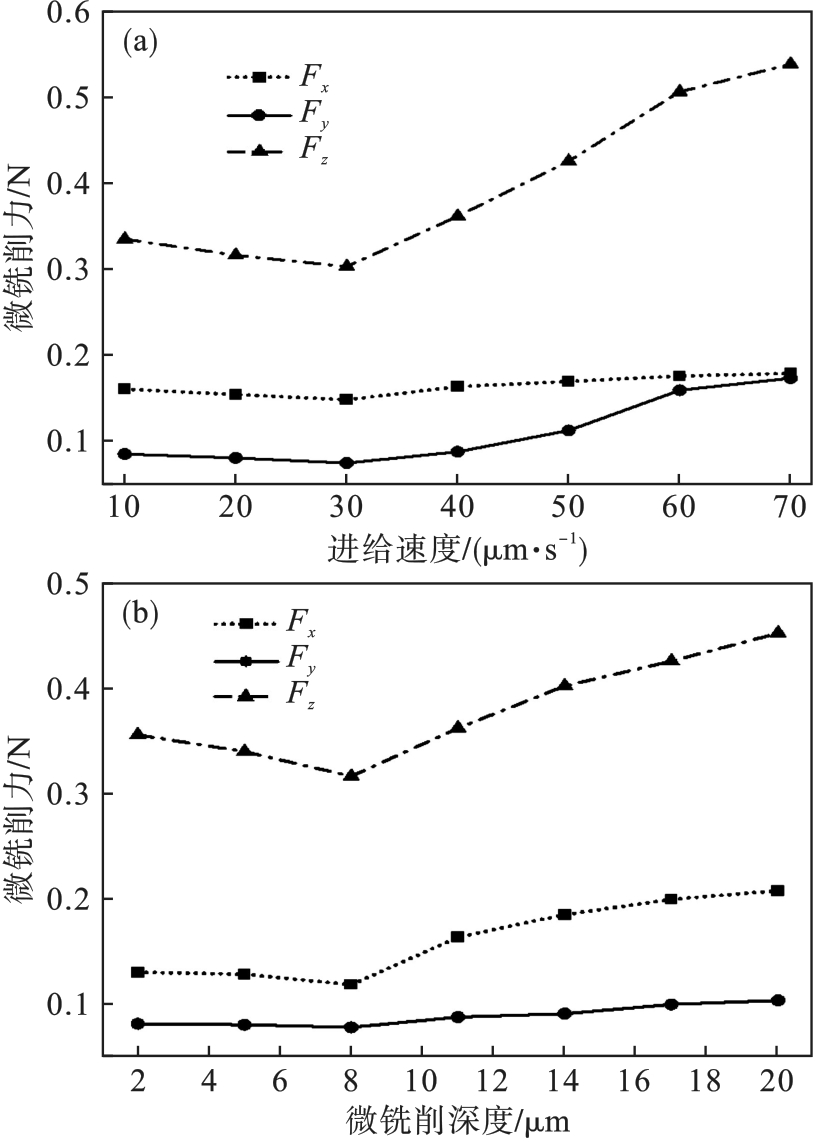
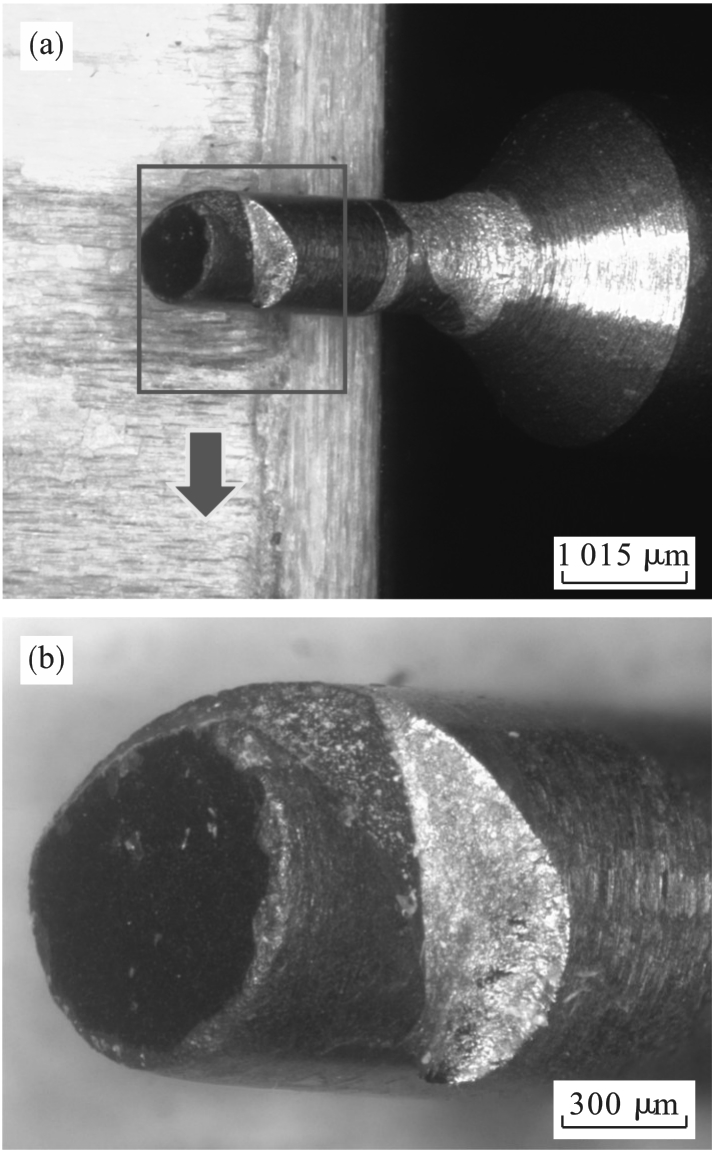
利用电火花车削工艺非接触且不受材料强度和硬度限制的特性,制备出直径小于1 mm的聚晶金刚石单刃螺旋微铣刀;建立电火花车削聚晶金刚石螺旋微铣刀的刀体结构与进给速度、转速间的内在联系及微铣刀形貌仿真模型,解决了直径小于1 mm聚晶金刚石螺旋微铣刀的实际制备难题.采用该工艺制备的聚晶金刚石微铣刀进行蓝宝石微铣削实验,研究微铣削参数对蓝宝石三维表面粗糙度Sa,Sz和三向微铣削力的影响规律;通过加工表面质量、微铣削力和刀具磨损分析,评价电火花车削制备的聚晶金刚石微铣刀的微铣削性能.结果表明:聚晶金刚石单刃螺旋微铣刀微铣削蓝宝石材料的面粗糙度Sa可稳定控制在0.76~1.00 μm,刀具磨损形式以微铣刀底面破损为主.
中图分类号: