东北大学学报(自然科学版) ›› 2024, Vol. 45 ›› Issue (2): 179-186.DOI: 10.12068/j.issn.1005-3026.2024.02.004
• 材料与冶金 • 上一篇
余犇1, 王冬晓1, 刘禹2, 李建平1
Ben YU1, Dong-xiao WANG1, Yu LIU2, Jian-ping LI1
摘要:
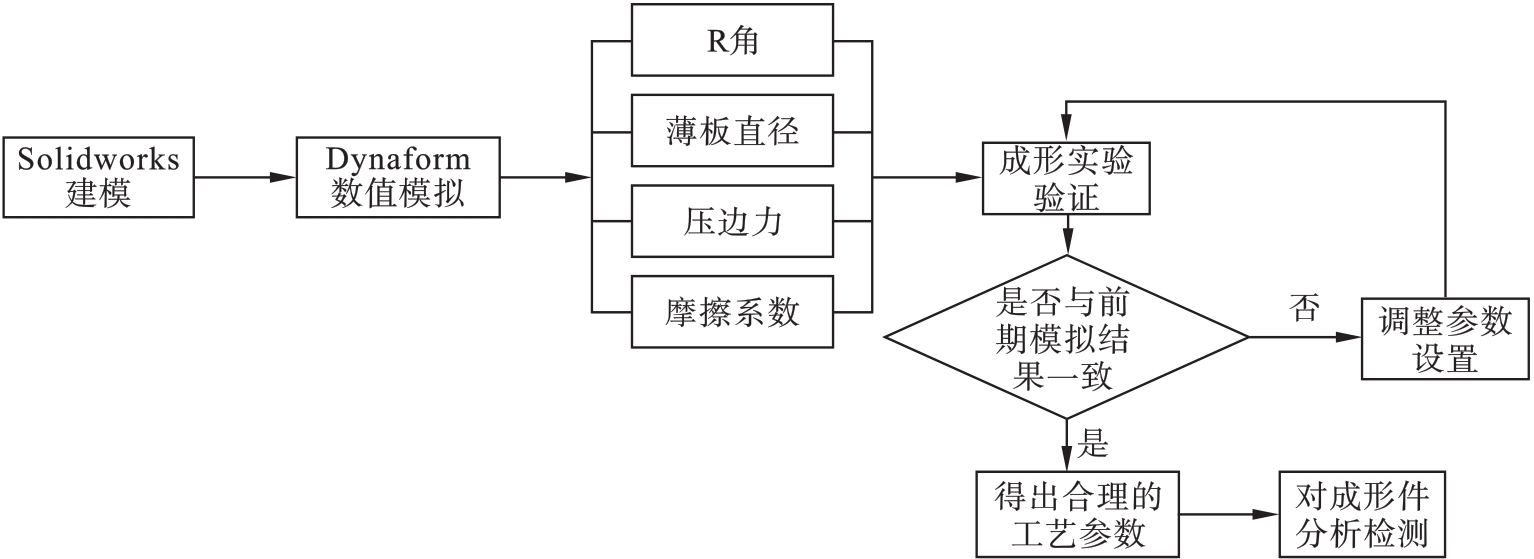
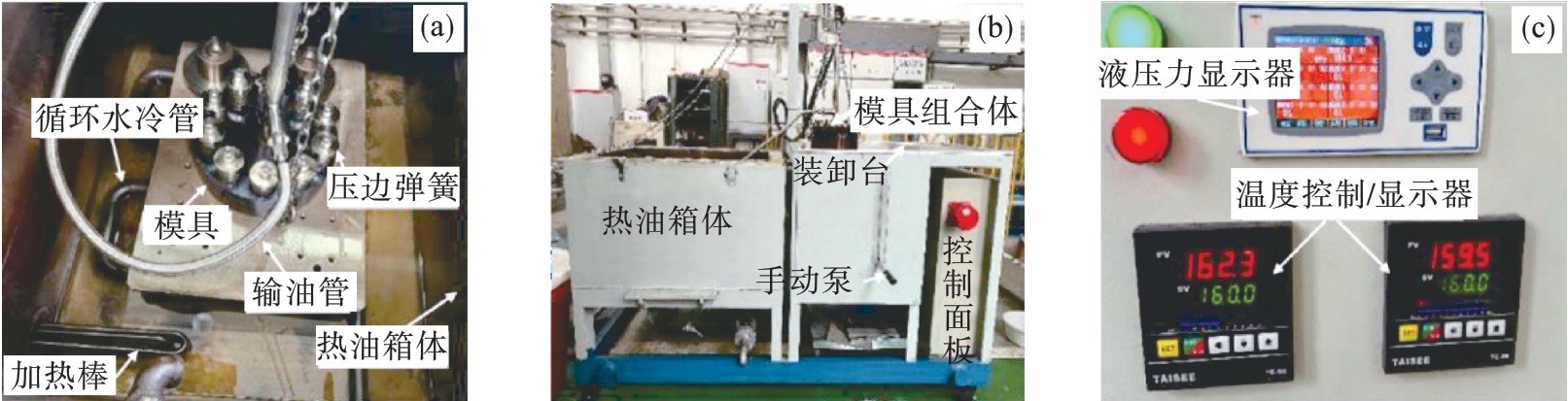
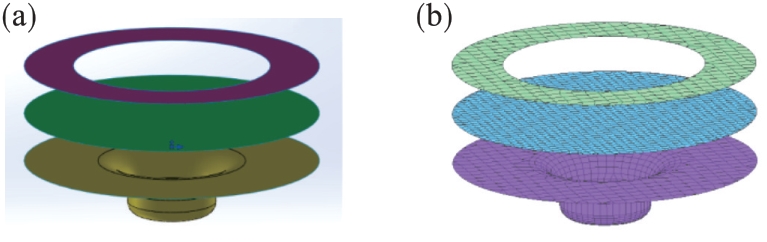
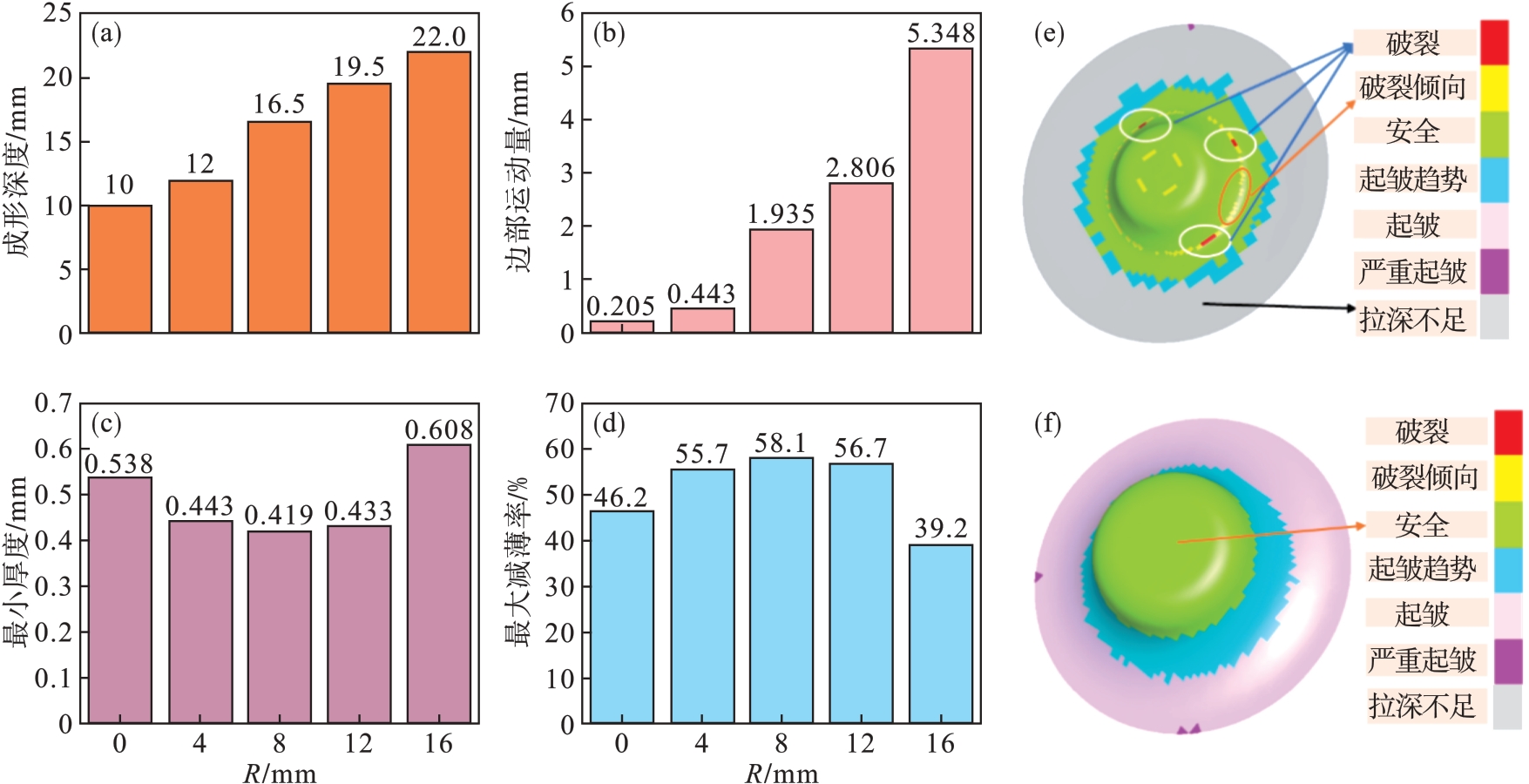
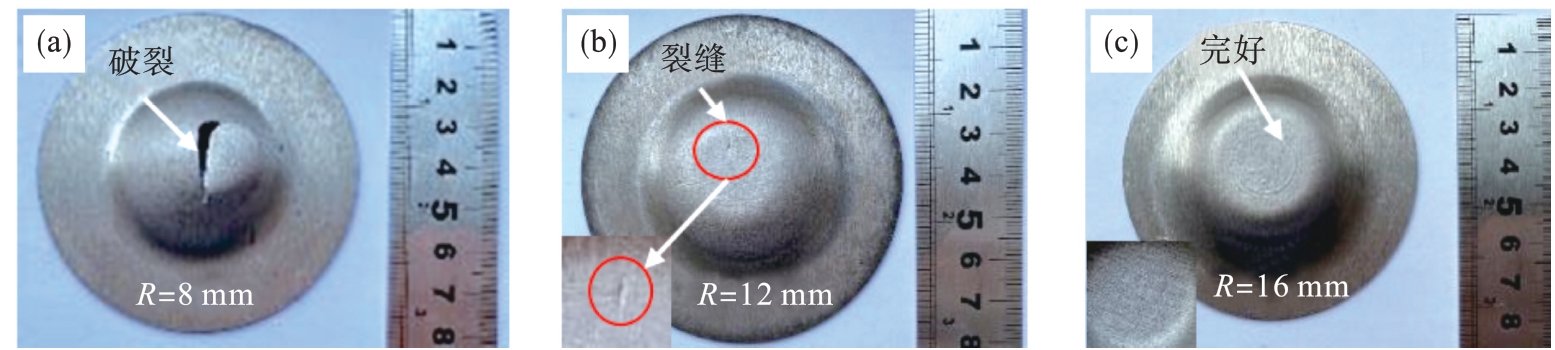
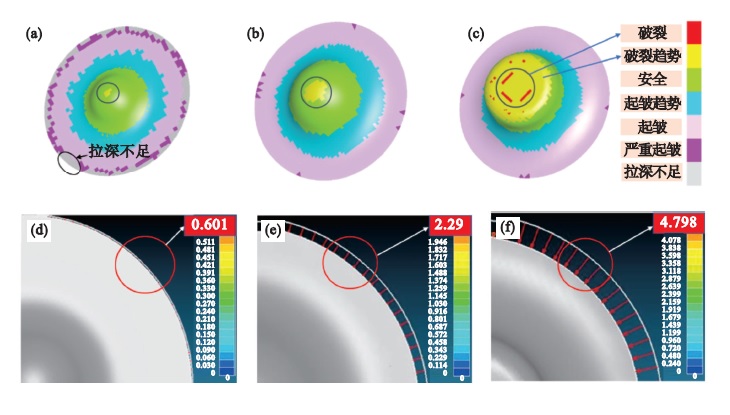
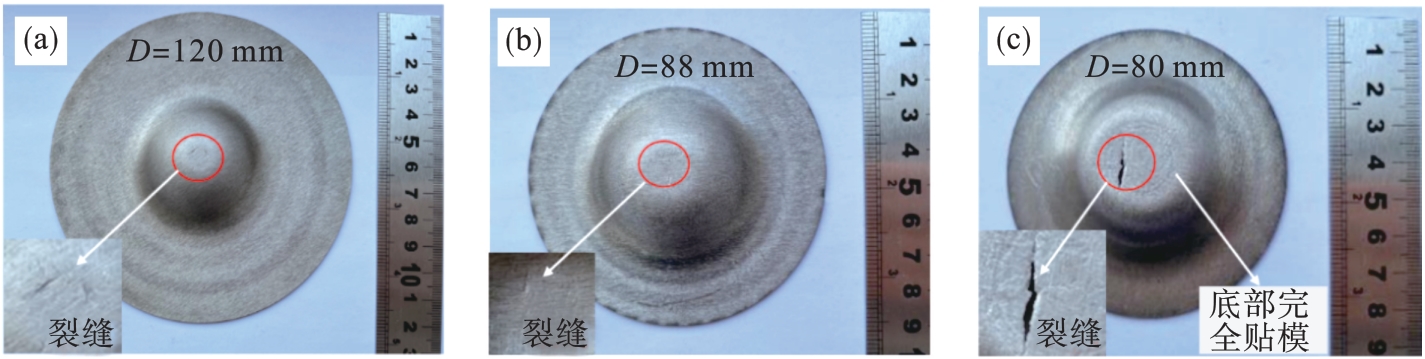
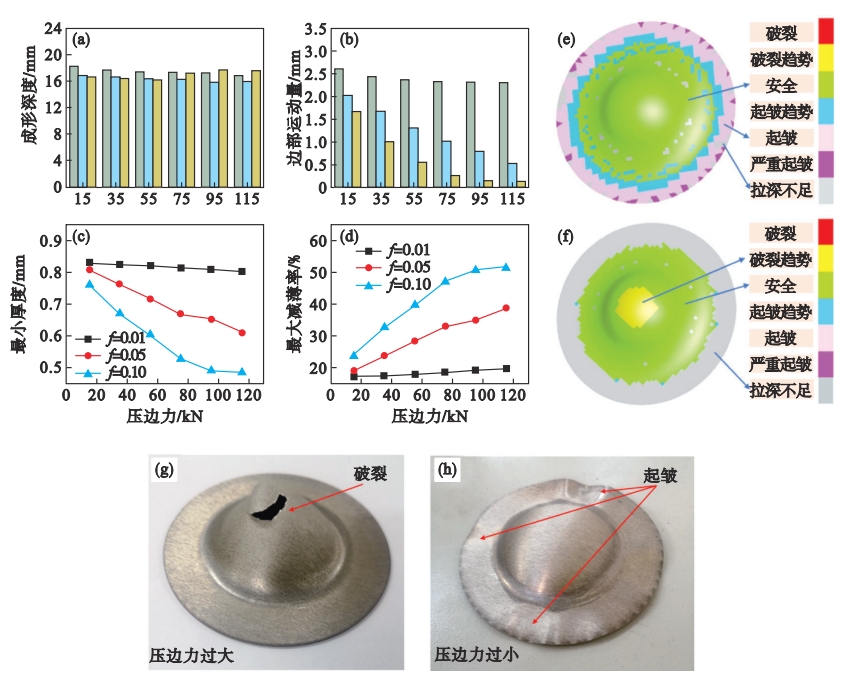
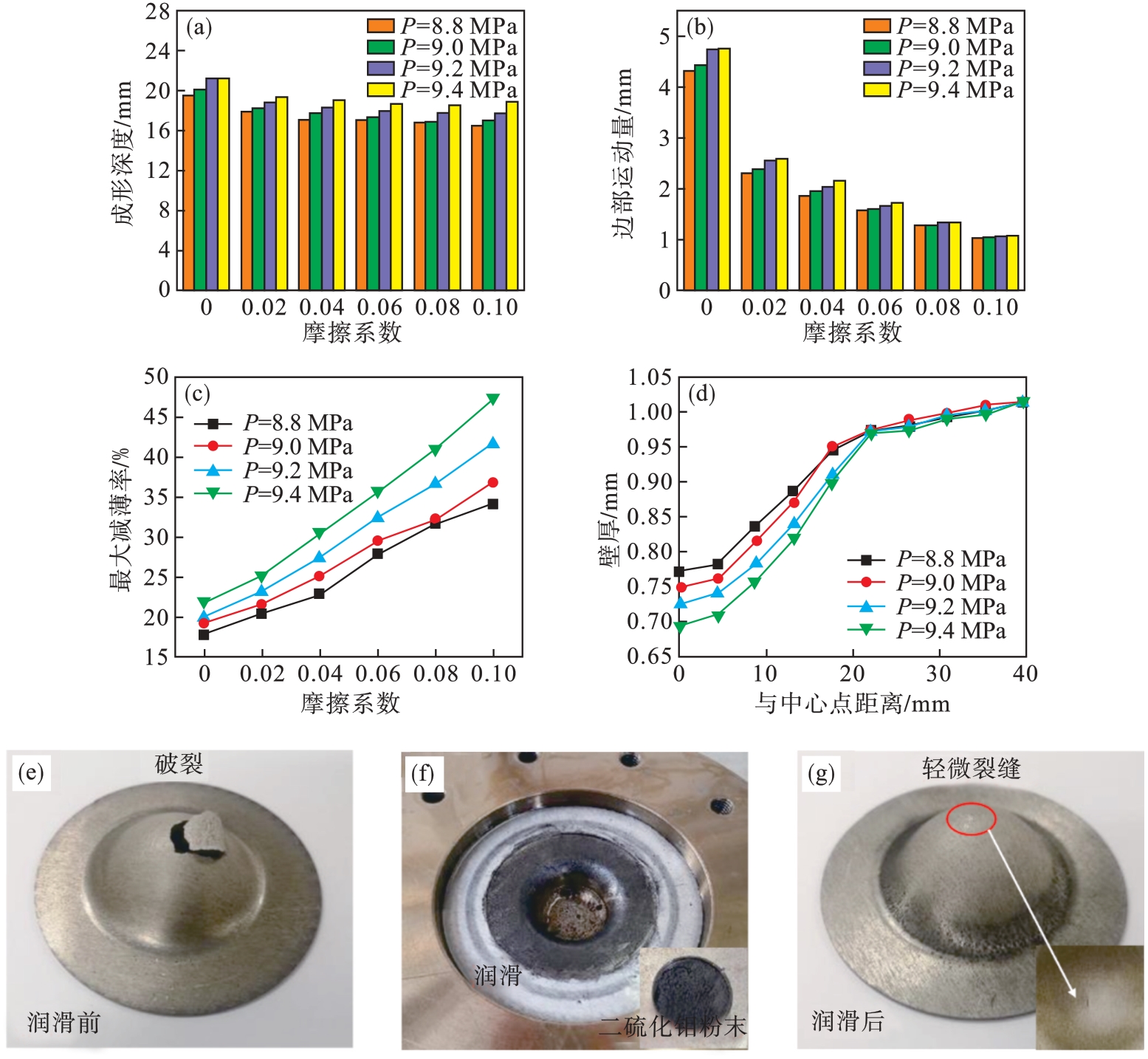
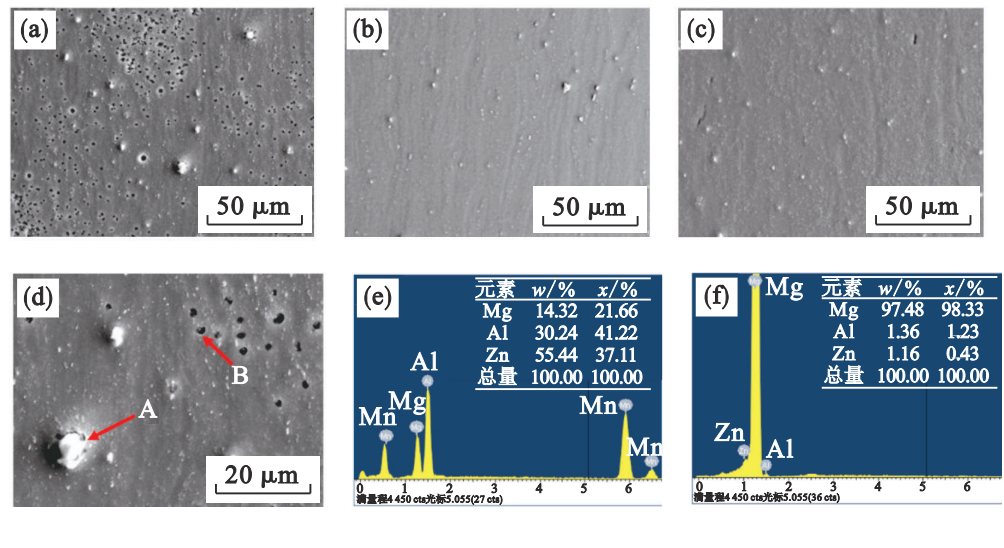
利用有限元模拟和成形实验相结合的方式,研究AZ31镁合金的成形性能,基于Dynaform模拟软件和热油恒温成形设备,探究出一种适合镁合金的热成形工艺,并对成形件显微组织进行分析.研究表明,通过调整薄板尺寸、模具R角、压边力及摩擦系数等工艺参数,以降低成形件的底部减薄率,减少破裂倾向,提高镁合金的成形性能;成形温度为200 ℃,模具R角为16 mm,薄板直径为80 mm,并调整合适压边力和摩擦系数,可获得最佳的工艺窗口;靠近成形件底部,晶粒及第二相尺寸逐渐减小并趋于均匀化.
中图分类号: