Journal of Northeastern University(Natural Science) ›› 2024, Vol. 45 ›› Issue (8): 1150-1158.DOI: 10.12068/j.issn.1005-3026.2024.08.011
• Mechanical Engineering • Previous Articles Next Articles
Wei-wei LIU1,2, Bing-jun LIU1, Huan-qiang LIU1, Ze-yuan LIU1
Received:2023-04-07
Online:2024-08-15
Published:2024-11-12
CLC Number:
Wei-wei LIU, Bing-jun LIU, Huan-qiang LIU, Ze-yuan LIU. Defect Identification Method for Laser Melting Deposition Process[J]. Journal of Northeastern University(Natural Science), 2024, 45(8): 1150-1158.
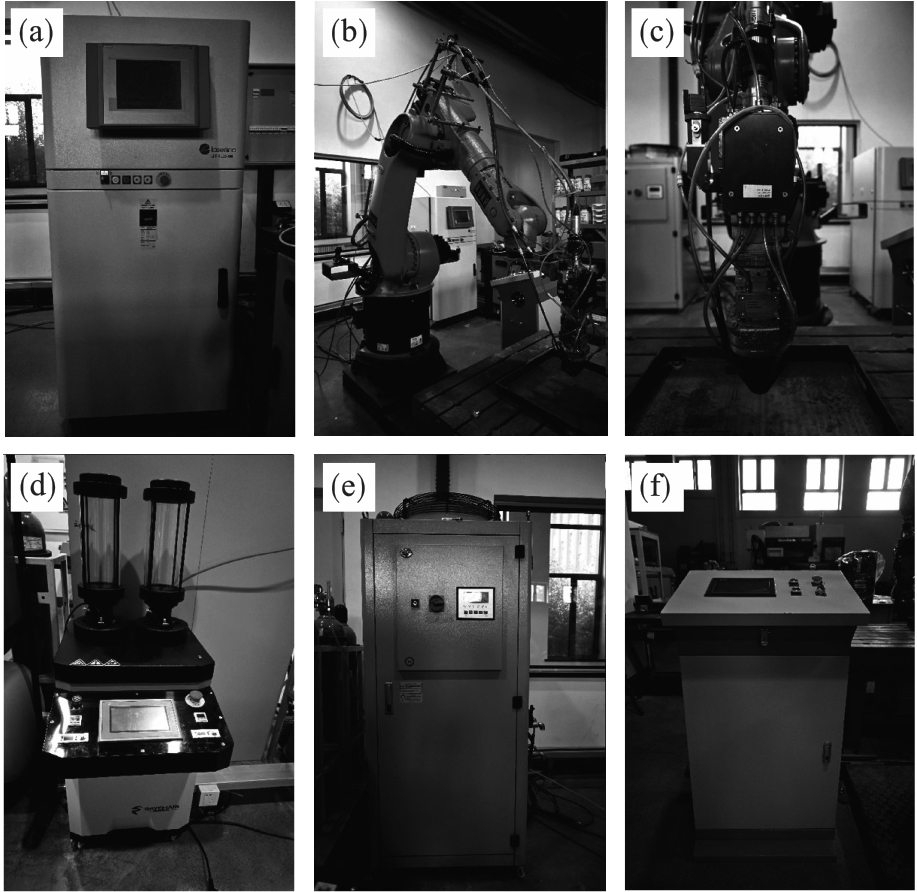
Fig. 1 Coaxial powder?delivering semiconductor
| 设备名称 | 型号 |
|---|---|
| 半导体激光器 | LDF 4000-100 VGP |
| 六轴机器人 | KUKA KR30HA-KRC4 |
| 激光熔覆头 | PRECITEC Cladding Head YC52 |
| 送粉器 | 煜宸RC-PGF-D双筒载气式送粉器 |
| 冷水机 | MCWL-150T-01AK1S4精密冷水机 |
Table 1 Equipment of coaxial powder?delivering semiconductor laser melting deposition system
| 设备名称 | 型号 |
|---|---|
| 半导体激光器 | LDF 4000-100 VGP |
| 六轴机器人 | KUKA KR30HA-KRC4 |
| 激光熔覆头 | PRECITEC Cladding Head YC52 |
| 送粉器 | 煜宸RC-PGF-D双筒载气式送粉器 |
| 冷水机 | MCWL-150T-01AK1S4精密冷水机 |
| C | Mo | Ni | B | Cr | Si | Fe |
|---|---|---|---|---|---|---|
| 0.06 | 2.28 | 11.78 | 0.78 | 18.51 | 0.99 | 余量 |
Table 2 Chemical composition of 316L stainless
| C | Mo | Ni | B | Cr | Si | Fe |
|---|---|---|---|---|---|---|
| 0.06 | 2.28 | 11.78 | 0.78 | 18.51 | 0.99 | 余量 |
| 序号 | 激光沉积 密度 | 激光 功率 | 扫描 速度 | z轴 提升量 | 激光光斑 直径 |
|---|---|---|---|---|---|
| J·mm-2 | W | mm·s-1 | mm | mm | |
| 1 | 40 | 320 | 4 | 0.5 | 2 |
| 2 | 45 | 360 | 4 | 0.5 | 2 |
| 3 | 50 | 400 | 4 | 0.5 | 2 |
| 4 | 55 | 440 | 4 | 0.5 | 2 |
| 5 | 60 | 480 | 4 | 0.5 | 2 |
| 6 | 65 | 520 | 4 | 0.5 | 2 |
| 7 | 70 | 560 | 4 | 0.5 | 2 |
| 8 | 75 | 600 | 4 | 0.5 | 2 |
| 9 | 43 | 430 | 5 | 0.5 | 2 |
| 10 | 48 | 480 | 5 | 0.5 | 2 |
| 11 | 53 | 530 | 5 | 0.5 | 2 |
| 12 | 58 | 580 | 5 | 0.5 | 2 |
| 13 | 63 | 630 | 5 | 0.5 | 2 |
| 14 | 68 | 680 | 5 | 0.5 | 2 |
Table 3 Experimental process parameters
| 序号 | 激光沉积 密度 | 激光 功率 | 扫描 速度 | z轴 提升量 | 激光光斑 直径 |
|---|---|---|---|---|---|
| J·mm-2 | W | mm·s-1 | mm | mm | |
| 1 | 40 | 320 | 4 | 0.5 | 2 |
| 2 | 45 | 360 | 4 | 0.5 | 2 |
| 3 | 50 | 400 | 4 | 0.5 | 2 |
| 4 | 55 | 440 | 4 | 0.5 | 2 |
| 5 | 60 | 480 | 4 | 0.5 | 2 |
| 6 | 65 | 520 | 4 | 0.5 | 2 |
| 7 | 70 | 560 | 4 | 0.5 | 2 |
| 8 | 75 | 600 | 4 | 0.5 | 2 |
| 9 | 43 | 430 | 5 | 0.5 | 2 |
| 10 | 48 | 480 | 5 | 0.5 | 2 |
| 11 | 53 | 530 | 5 | 0.5 | 2 |
| 12 | 58 | 580 | 5 | 0.5 | 2 |
| 13 | 63 | 630 | 5 | 0.5 | 2 |
| 14 | 68 | 680 | 5 | 0.5 | 2 |

Fig. 2 Micro image of lack of fusion defects
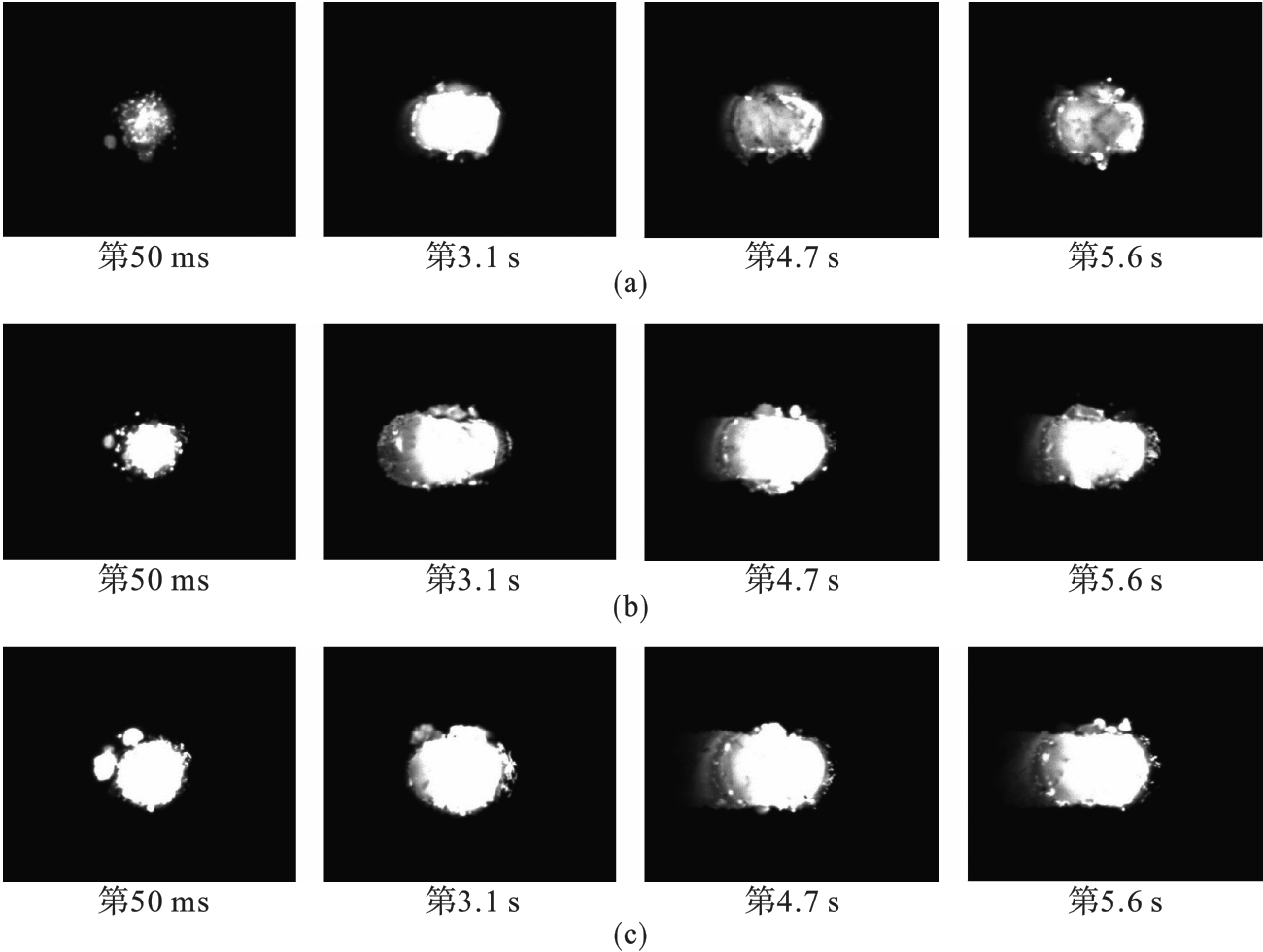
Fig. 3 The fifth set experiment melt pool images

Fig. 4 Geometric contour of molten pool in different molten states
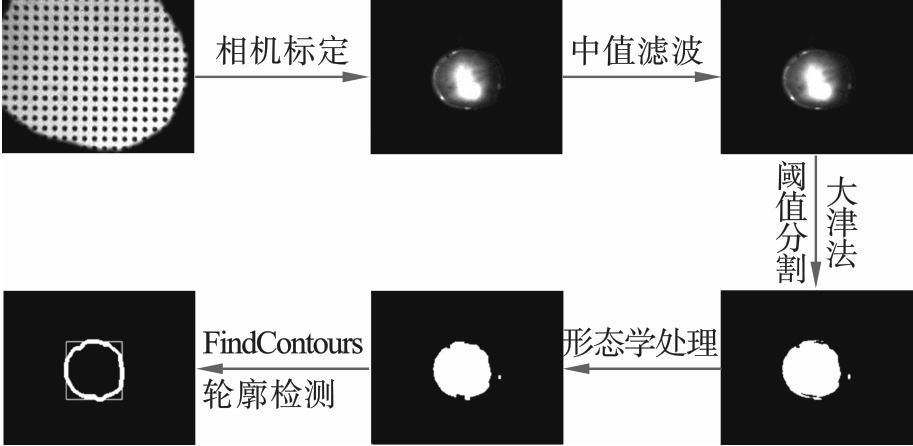
Fig. 5 Flowchart of the feature extraction algorithm
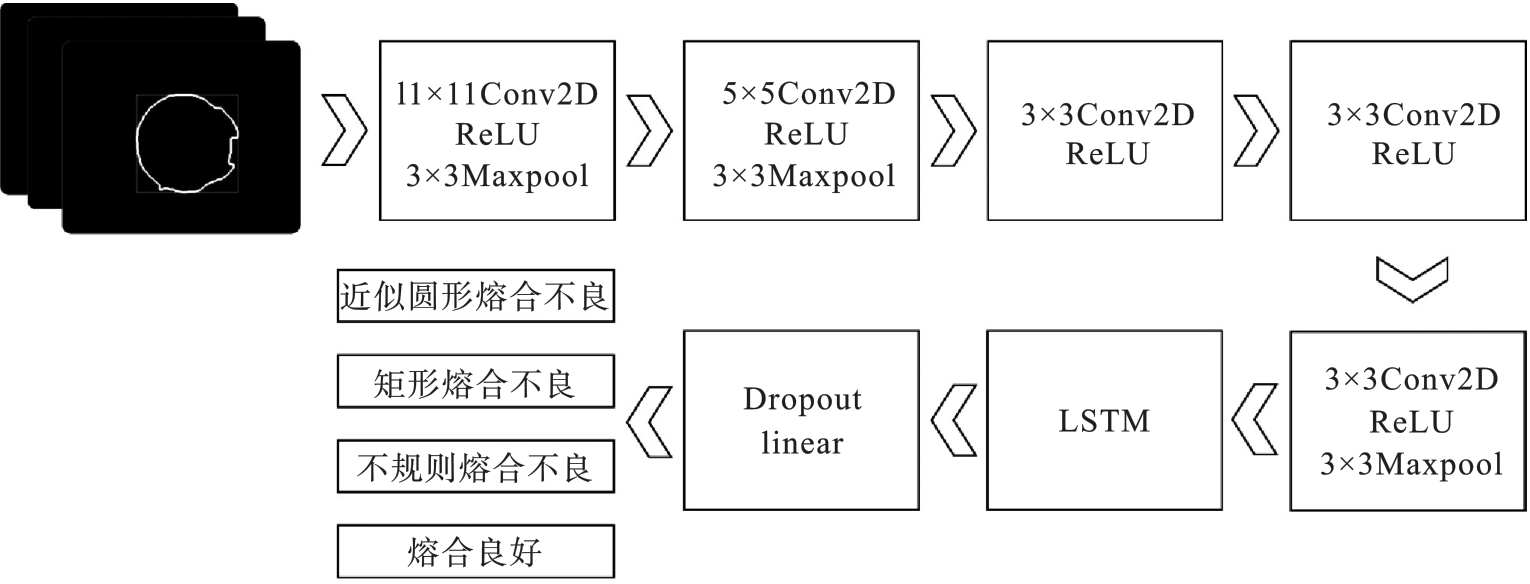
Fig. 6 LRCN model
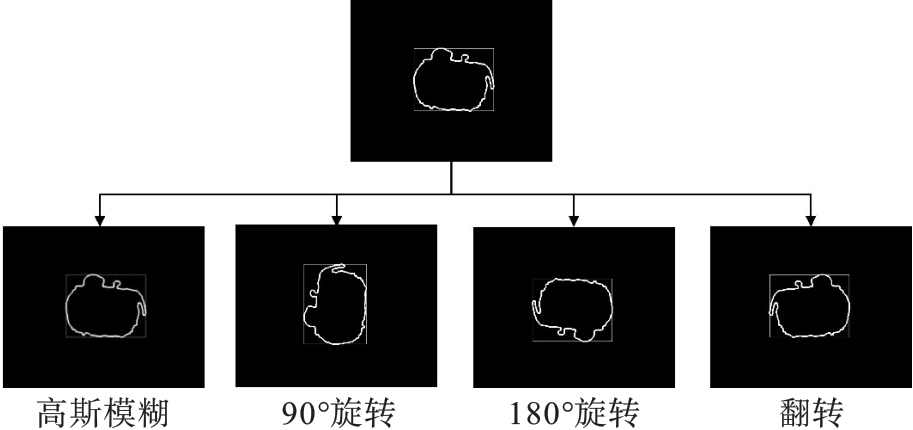
Fig. 7 Image augmentation
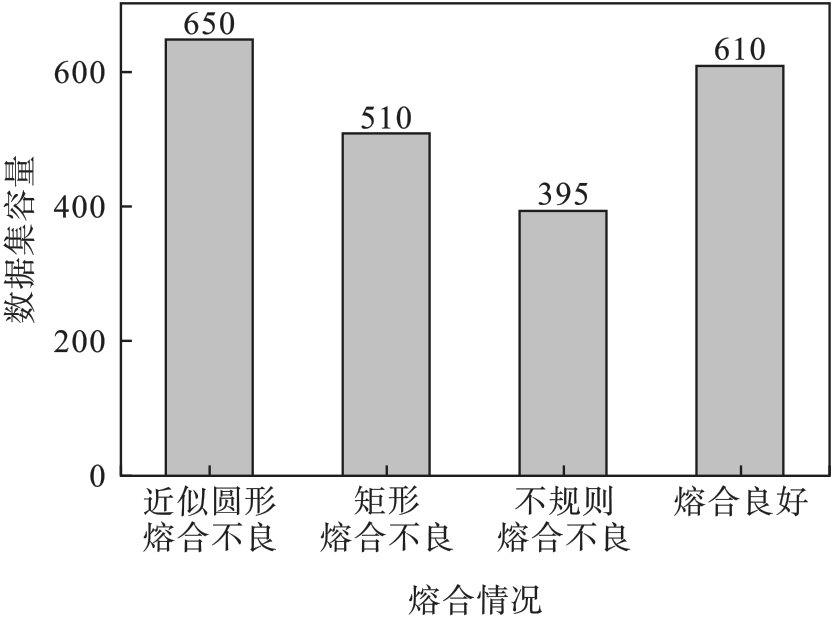
Fig. 8 Distribution of enhanced datasets
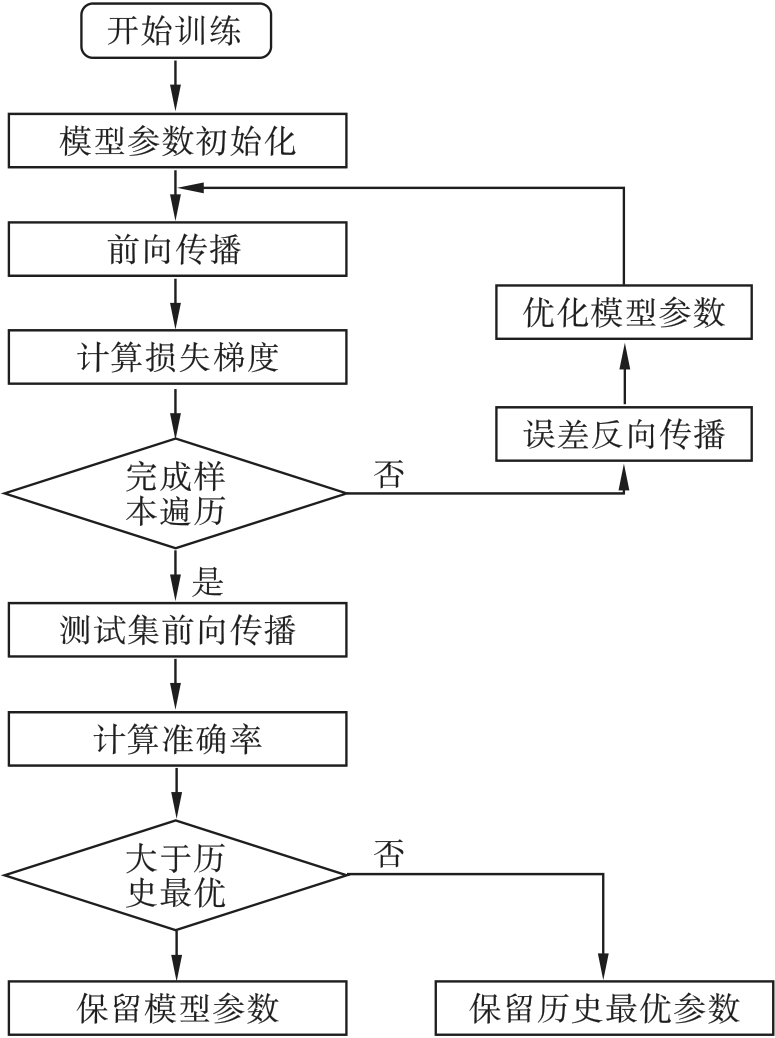
Fig. 9 Model training and validating process
| 模型 | 学习率 | 训练 轮次 | 批数据大小 | 训练准确率/% | 测试准确率/% |
|---|---|---|---|---|---|
| VGG 11 | 0.001 | 100 | 5 | 84.1 | 93.9 |
| VGG 16 | 0.001 | 100 | 5 | 87.8 | 94.6 |
| ResNet 18 | 0.001 | 100 | 5 | 88.4 | 96.3 |
| ResNet 34 | 0.001 | 100 | 5 | 89.3 | 97.9 |
Table 4 Parameters and running results of the
| 模型 | 学习率 | 训练 轮次 | 批数据大小 | 训练准确率/% | 测试准确率/% |
|---|---|---|---|---|---|
| VGG 11 | 0.001 | 100 | 5 | 84.1 | 93.9 |
| VGG 16 | 0.001 | 100 | 5 | 87.8 | 94.6 |
| ResNet 18 | 0.001 | 100 | 5 | 88.4 | 96.3 |
| ResNet 34 | 0.001 | 100 | 5 | 89.3 | 97.9 |
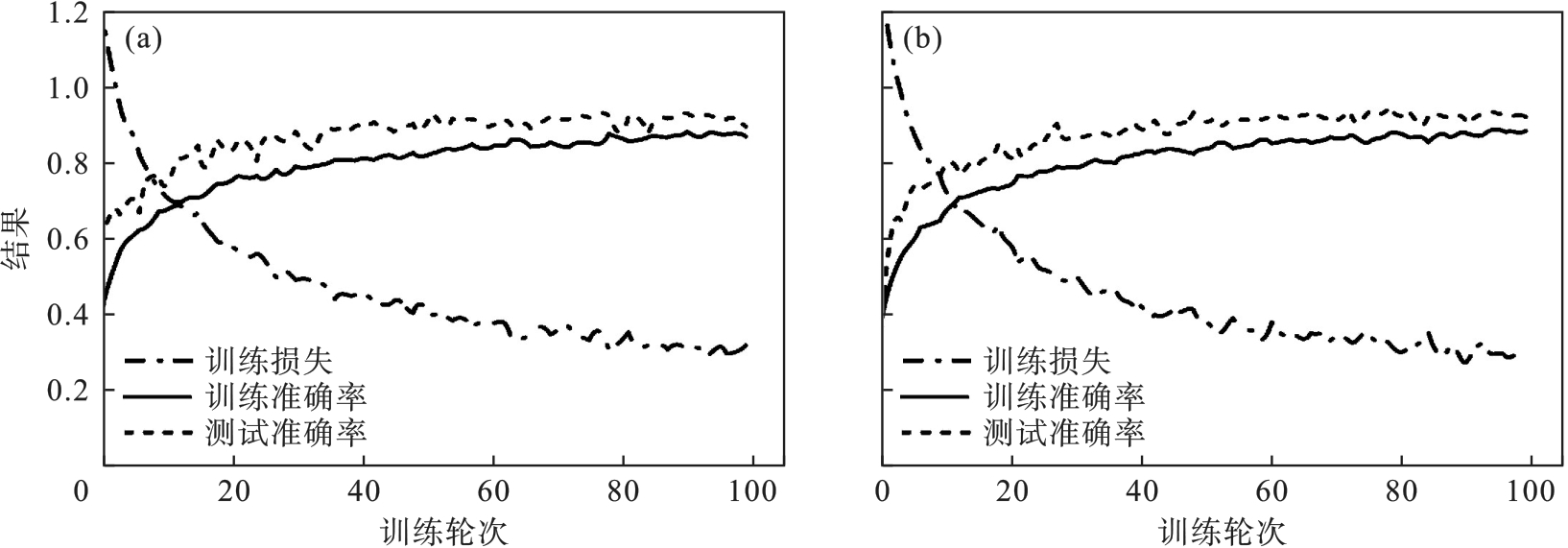
Fig.10 Training and testing results of VGG network
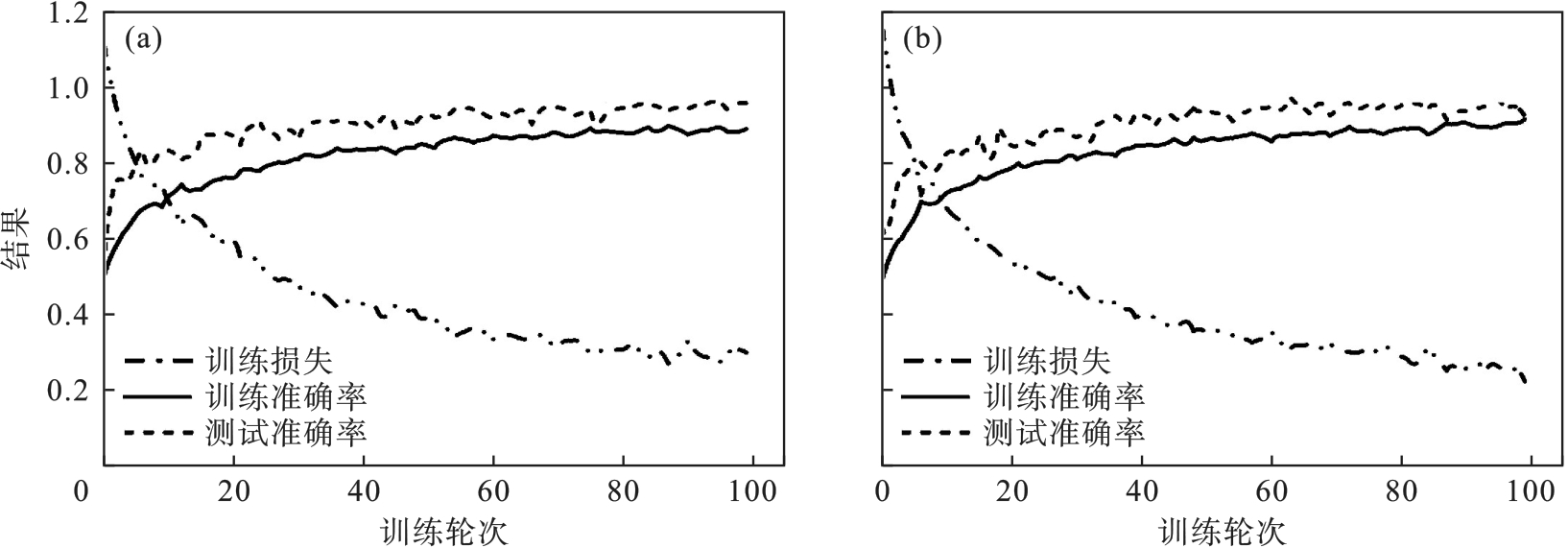
Fig. 11 Training and testing results of ResNet network
| 模型 | 学习率 | 训练轮次 | 批数据大小 | 隐藏层大小 | 训练准确率/% | 测试准确率/% |
|---|---|---|---|---|---|---|
| LRCN 32 | 0.001 | 100 | 5 | 32 | 98.1 | 93.7 |
| LRCN 64 | 0.001 | 100 | 5 | 64 | 99.3 | 95.8 |
| LRCN 128 | 0.001 | 100 | 5 | 128 | 99.1 | 94.4 |
| LRCN 256 | 0.001 | 100 | 5 | 256 | 99.4 | 94.9 |
Table 5 Parameters and running results of LRCN models
| 模型 | 学习率 | 训练轮次 | 批数据大小 | 隐藏层大小 | 训练准确率/% | 测试准确率/% |
|---|---|---|---|---|---|---|
| LRCN 32 | 0.001 | 100 | 5 | 32 | 98.1 | 93.7 |
| LRCN 64 | 0.001 | 100 | 5 | 64 | 99.3 | 95.8 |
| LRCN 128 | 0.001 | 100 | 5 | 128 | 99.1 | 94.4 |
| LRCN 256 | 0.001 | 100 | 5 | 256 | 99.4 | 94.9 |
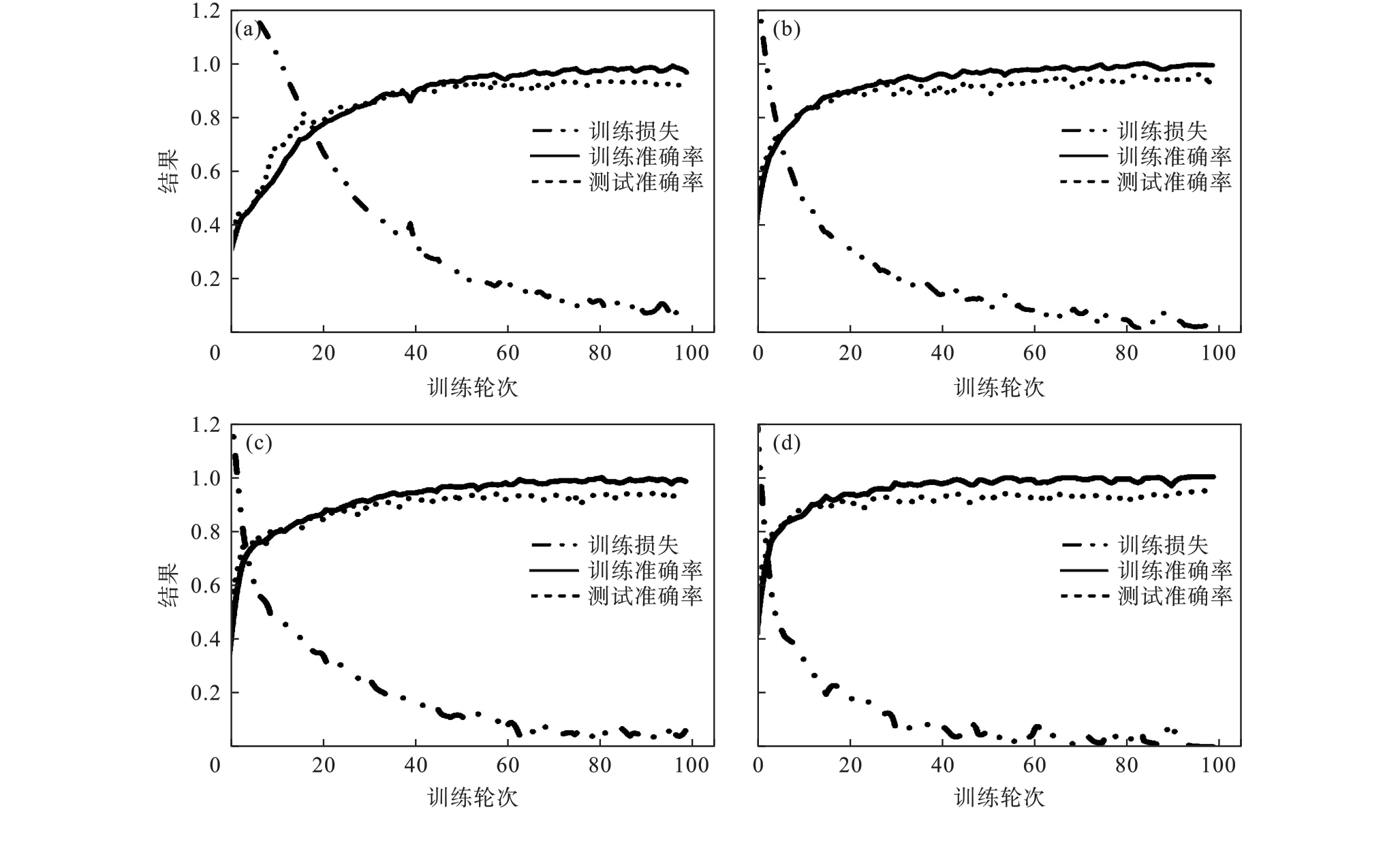
Fig. 12 Training and testing results of LRCN model
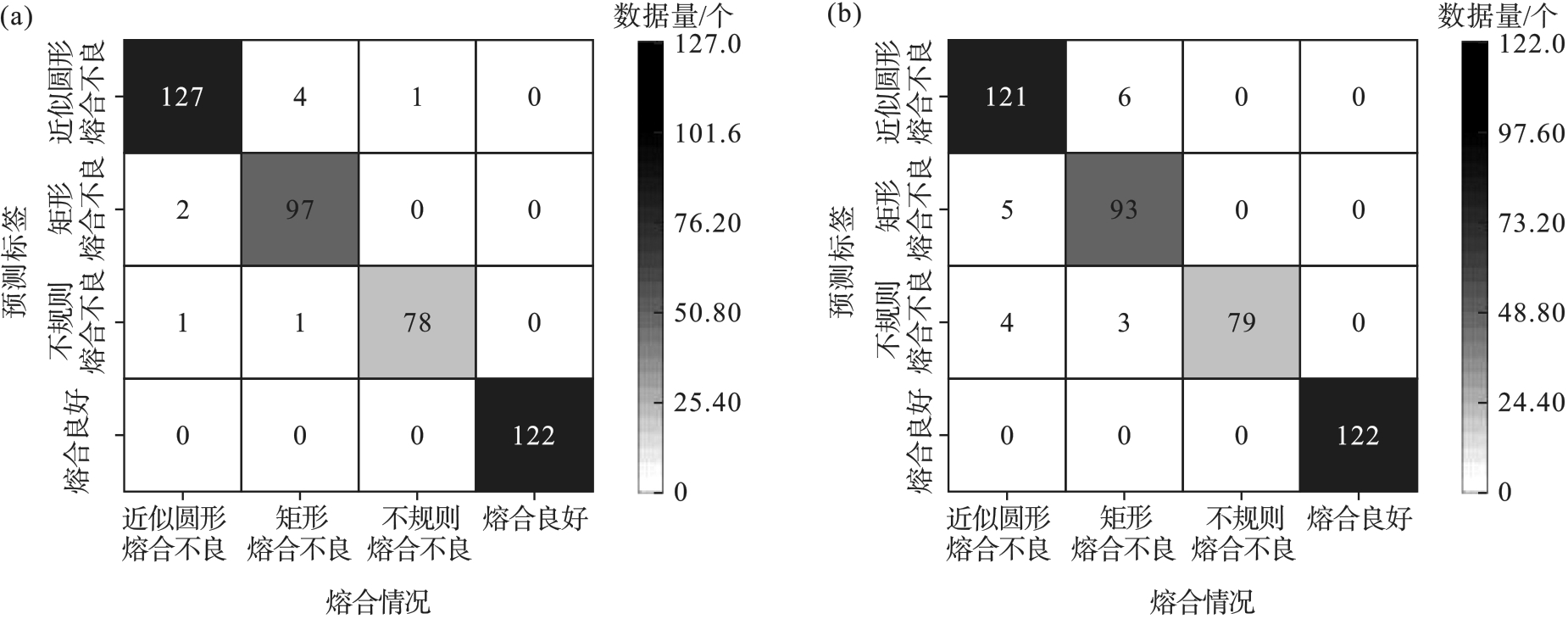
Fig. 13 Confusion matrix diagram
| 熔合情况 | ResNet 34 | LRCN 64 | ||||
|---|---|---|---|---|---|---|
| 准确率 | 灵敏度 | 特异度 | 准确率 | 灵敏度 | 特异度 | |
| 近似圆形熔合不良 | 0.962 | 0.977 | 0.983 | 0.953 | 0.931 | 0.98 |
| 矩形熔合不良 | 0.98 | 0.951 | 0.994 | 0.949 | 0.912 | 0.985 |
| 不规则熔合不良 | 0.975 | 0.987 | 0.994 | 0.919 | 1.0 | 0.98 |
| 熔合良好 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 |
Table 6 Model recognition results
| 熔合情况 | ResNet 34 | LRCN 64 | ||||
|---|---|---|---|---|---|---|
| 准确率 | 灵敏度 | 特异度 | 准确率 | 灵敏度 | 特异度 | |
| 近似圆形熔合不良 | 0.962 | 0.977 | 0.983 | 0.953 | 0.931 | 0.98 |
| 矩形熔合不良 | 0.98 | 0.951 | 0.994 | 0.949 | 0.912 | 0.985 |
| 不规则熔合不良 | 0.975 | 0.987 | 0.994 | 0.919 | 1.0 | 0.98 |
| 熔合良好 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 |
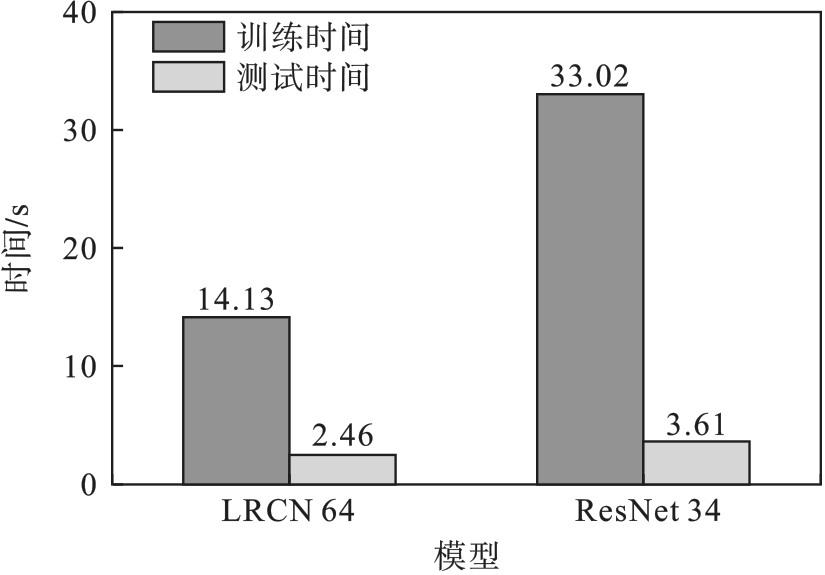
Fig. 14 Comparison of model calculation time
| 1 | Thompson S M, Bian L K, Shamsaei N,et al.An overview of direct laser deposition for additive manufacturing,part I:transport phenomena,modeling and diagnostics[J].Additive Manufacturing,2015,8:36-62. |
| 2 | Shamsaei N, Yadollahi A, Bian L K,et al.An overview of direct laser deposition for additive manufacturing,part II:mechanical behavior,process parameter optimization and control[J].Additive Manufacturing,2015,8:12-35. |
| 3 | 彭谦,董世运,闫世兴,等.激光熔化沉积成形缺陷及其控制方法综述[J].材料导报,2018,32(15):2666-2671,2682. |
| Peng Qian, Dong Shi‑yun, Yan Shi‑xing,et al.An overview of defects in laser melting deposition forming products and the corresponding controlling methods[J].Materials Review,2018,32(15):2666-2671,2682. | |
| 4 | Svetlizky D, Das M, Zheng B L,et al.Directed energy deposition(DED) additive manufacturing:physical characteristics,defects,challenges and applications[J].Materials Today,2021,49:271-295. |
| 5 | Guo Q, Chen S Y, Wei M W,et al.Formation and elimination mechanism of lack of fusion and cracks in direct laser deposition 24CrNiMoY alloy steel[J].Journal of Materials Engineering and Performance,2020,29(10):6439-6454. |
| 6 | Nursyifaulkhair D, Park N, Baek E R,et al.Effect of process parameters on the formation of lack of fusion in directed energy deposition of Ti‑6Al‑4V alloy[J].Journal of Welding and Joining,2019,37(6):579-584. |
| 7 | Bustillos J, Kim J, Moridi A.Lack of fusion in additive manufacturing:defect or asset?[EB/OL].(2021-04-14)[2023-01-16].. |
| 8 | Bustillos J, Kim J, Moridi A.Exploiting lack of fusion defects for microstructural engineering in additive manufacturing[J].Additive Manufacturing,2021,48:102399. |
| 9 | Wang W J, Ning J Q, Liang S Y.Prediction of lack‑of‑fusion porosity in laser powder‑bed fusion considering boundary conditions and sensitivity to laser power absorption[J].The International Journal of Advanced Manufacturing Technology,2021,112(1):61-70. |
| 10 | Seifi S H, Yadollahi A, Tian W M,et al.In situ nondestructive fatigue‑life prediction of additive manufactured parts by establishing a process‐defect‐property relationship[J].Advanced Intelligent Systems,2021,3(12):2000268. |
| 11 | Tang M, Pistorius P C, Beuth J L.Prediction of lack‑of‑fusion porosity for powder bed fusion[J].Additive Manufacturing,2017,14:39-48. |
| 12 | 唐梓珏.激光熔化沉积熔池动态特征演化行为及关键性质量预测研究[D].大连:大连理工大学,2020. |
| Tang Zi‑jue.Study on evolution of molten pool dynamic characteristics and prediction of key product qualities in laser melting deposition[D].Dalian:Dalian University of Technology,2020. | |
| 13 | 唐梓珏,刘伟嵬,颜昭睿,等.基于熔池动态特征的金属激光熔化沉积形状精度演化行为研究[J].机械工程学报,2019,55(15):39-47. |
| Tang Zi‑Jue, Liu Wei‑wei, Yan Zhao‑rui,et al.Study on evolution behavior of geometrical accuracy based on dynamic characteristics of molten pool in laser‑based direct energy deposition[J].Journal of Mechanical Engineering,2019,55(15):39-47. | |
| 14 | Song L J, Bagavath‑Singh V, Dutta B,et al.Control of melt pool temperature and deposition height during direct metal deposition process[J].International Journal of Advanced Manufacturing Technology,2012,58(1):247-256. |
| 15 | Wang L, Zhang Y M, Chia H Y,et al.Mechanism of keyhole pore formation in metal additive manufacturing[J].NPJ Computational Materials,2022,8(1):143-153. |
| 16 | Gargalis L, Ye J C, Strantza M,et al.Determining processing behaviour of pure Cu in laser powder bed fusion using direct micro‑calorimetry[J].Journal of Materials Processing Technology,2021,294:117130. |
| 17 | Donahue J, Hendricks L A, Guadarrama S,et al.Long‑term recurrent convolutional networks for visual recognition and description[J].IEEE Transactions on Pattern Analysis and Machine Intelligence,2017,39(4):677-691. |
| 18 | Lu J, Behbood V, Hao P,et al.Transfer learning using computational intelligence:a survey[J].Knowledge-Based Systems,2015,80:14-23. |
| 19 | Wen L, Li X Y, Gao L.A transfer convolutional neural network for fault diagnosis based on ResNet-50[J].Neural Computing & Applications,2020,32(10):6111-6124. |
| 20 | Chaib S, Liu H, Gu Y F,et al.Deep feature fusion for VHR remote sensing scene classification[J].IEEE Transactions on Geoscience and Remote Sensing,2017,55(8):4775-4784. |
| [1] | YANG Yu-ying, GONG Ya-dong, QU Shuo-shuo, CAI Ming. Experiment on the Macro-morphology and Residual Stress of 316L by Hybrid Additive and Subtractive Manufacturing [J]. Journal of Northeastern University Natural Science, 2020, 41(3): 380-386. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||