东北大学学报(自然科学版) ›› 2024, Vol. 45 ›› Issue (8): 1080-1087.DOI: 10.12068/j.issn.1005-3026.2024.08.003
胡贤磊, 朱永胜, 支颖
收稿日期:2023-03-21
出版日期:2024-08-15
发布日期:2024-11-12
作者简介:胡贤磊(1974-),男, 湖北大冶人, 东北大学副教授,博士生导师.
基金资助:Xian-lei HU, Yong-sheng ZHU, Ying ZHI
Received:2023-03-21
Online:2024-08-15
Published:2024-11-12
摘要:
以冷冲压差厚板U形件作为研究对象,通过有限元仿真分析了工艺孔的位置、数量、尺寸以及形状对成形性能的影响.结果表明,差厚板在薄区侧壁处开孔时有利于减少侧壁的残余应力;差厚板的回弹与工艺孔在板件中的位置分布关系不大,与工艺孔的数量、半径及形状有关.从成形性能和回弹影响角度考虑,工艺孔优先选差厚板U形件端部的厚区与过渡区区域,如果必须在侧壁开孔,优选侧壁薄区区域.在相邻区域,工艺孔的数量尽量不超过2个,工艺孔尺寸小一些更合适,工艺孔形状沿轧制方向距离越小越合适.
中图分类号:
胡贤磊, 朱永胜, 支颖. 差厚板U形件工艺孔成形性能仿真[J]. 东北大学学报(自然科学版), 2024, 45(8): 1080-1087.
Xian-lei HU, Yong-sheng ZHU, Ying ZHI. Simulation of Process Hole Forming Performance for U-Channel Part of Tailor Rolled Blank[J]. Journal of Northeastern University(Natural Science), 2024, 45(8): 1080-1087.

图1 差厚板尺寸(单位:mm)
Fig. 1 TRB size (unit: mm)
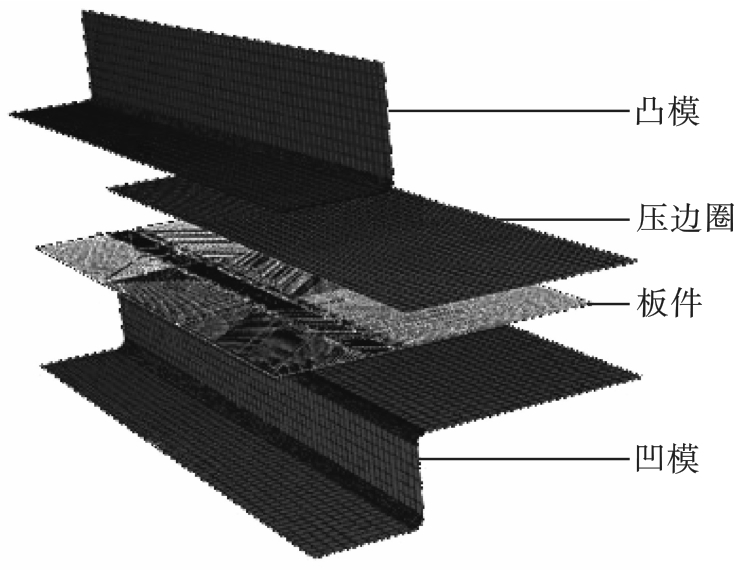
图2 差厚板模具
Fig. 2 TRB mold
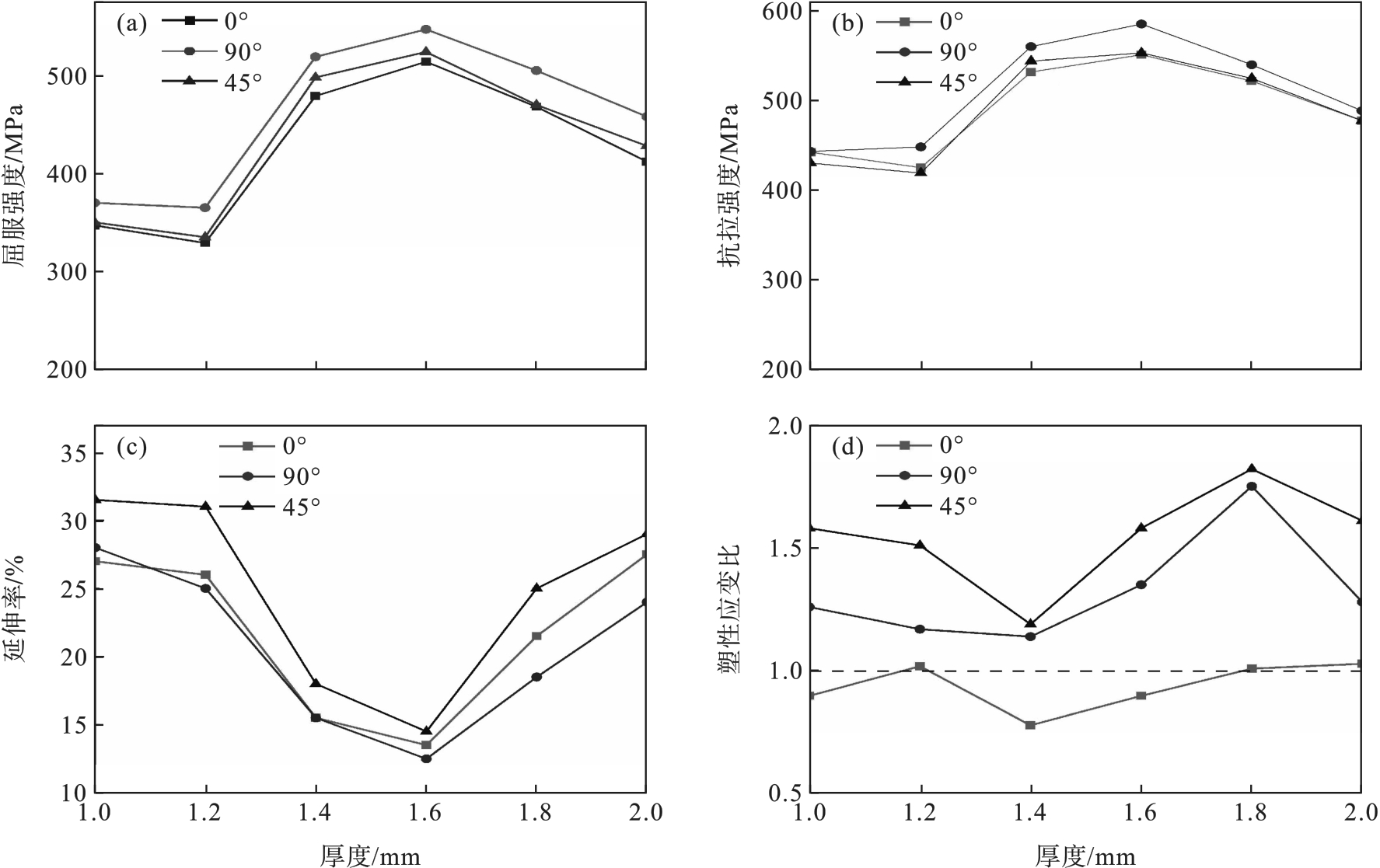
图3 差厚板力学性能随厚度变化关系曲线(a)—屈服强度; (b)—抗拉强度; (c)—延伸率; (d)—塑性应变比.
Fig. 3 Variation curves of mechanical properties of TRB with thickness
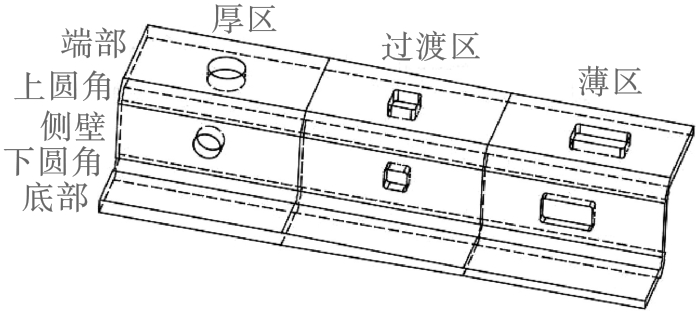
图4 工艺孔位置分布示意图
Fig. 4 Schematic diagram of process hole location distribution

图5 回弹的测量方法
Fig. 5 Measurement method of springback
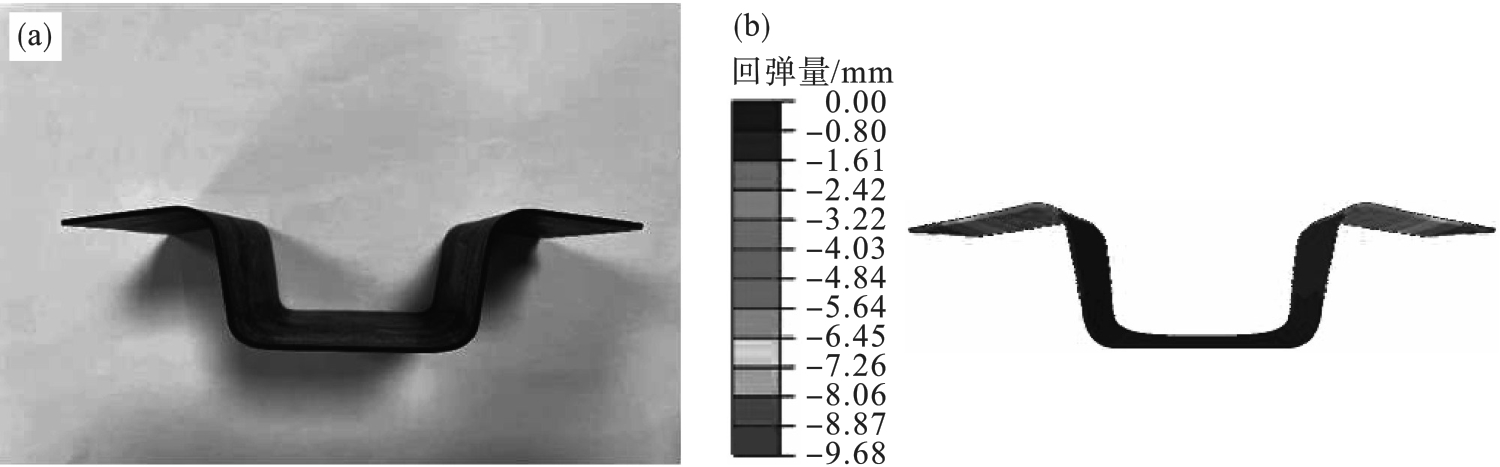
图6 实验与仿真结果对比(a)—实验结果; (b)—仿真结果.
Fig. 6 Comparison of experimental and simulation results
| 差厚板区域 | 误差/% | |||
|---|---|---|---|---|
| 模拟值 | 实验值 | 差值 | ||
| 薄区 | 8.22 | 8.71 | 0.49 | 5.96 |
| 厚区 | 9.43 | 9.62 | 0.19 | 2.01 |
表1 模拟值与实验值对比 (experimental value)
Table 1 Comparison of the simulated value and
| 差厚板区域 | 误差/% | |||
|---|---|---|---|---|
| 模拟值 | 实验值 | 差值 | ||
| 薄区 | 8.22 | 8.71 | 0.49 | 5.96 |
| 厚区 | 9.43 | 9.62 | 0.19 | 2.01 |
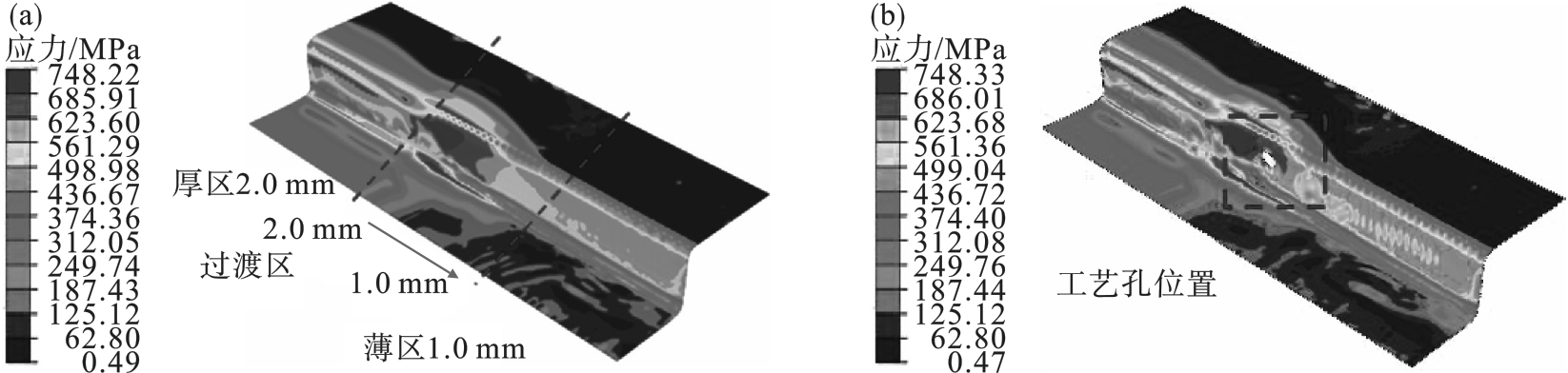
图7 未开孔与开孔差厚板中应力分布(a)—未开孔差厚板应力; (b)—开孔差厚板应力.
Fig. 7 Stress distribution in unopened and opened TRB
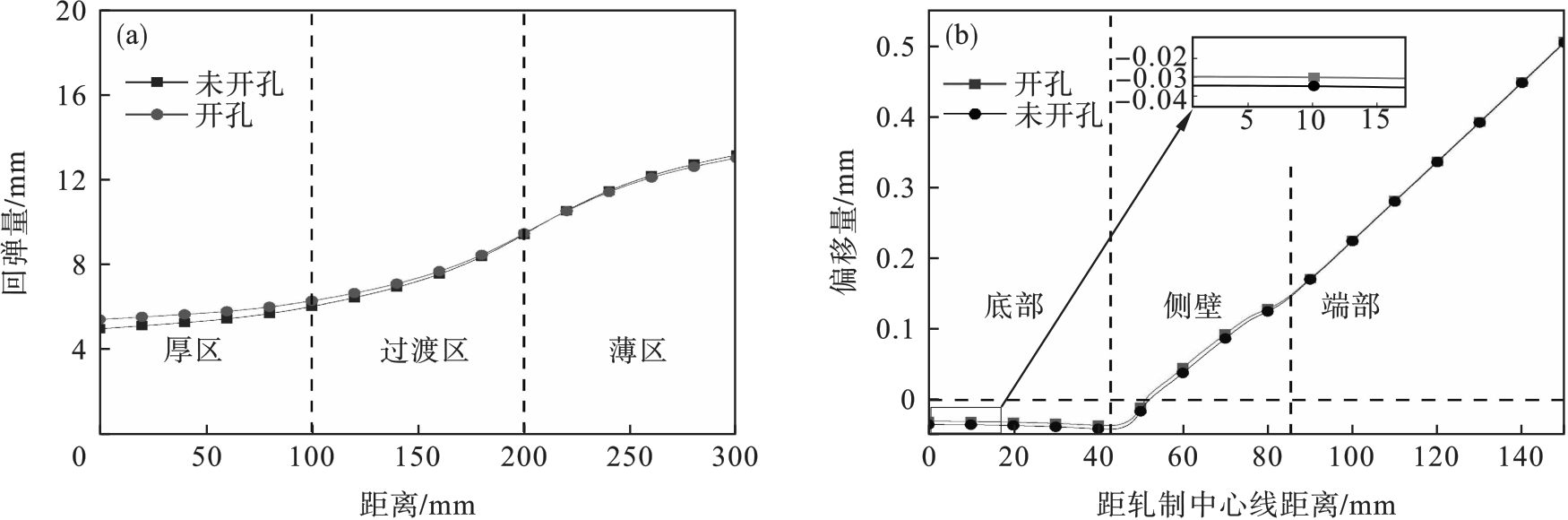
图8 未开孔与开孔差厚板中回弹量及偏移量(a)—开孔与未开孔差厚板回弹量; (b)—开孔与未开孔差厚板偏移量.
Fig. 8 The amount of springback and offset in the unopened and opened TRB
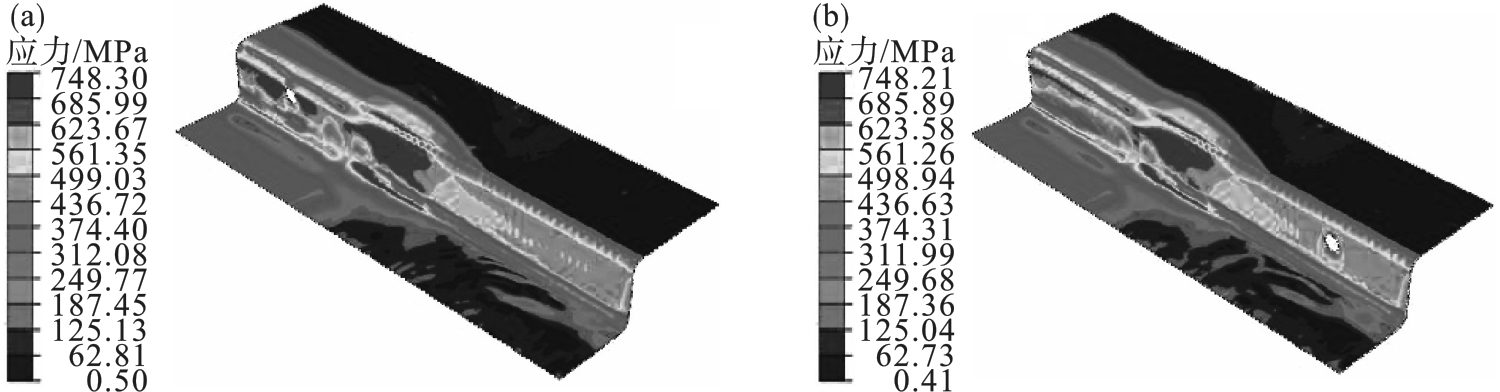
图9 差厚板侧壁开孔的应力分布(a)—工艺孔位于厚区侧壁; (b)—工艺孔位于薄区侧壁.
Fig. 9 Stress distribution of TRB sidewall opening holes
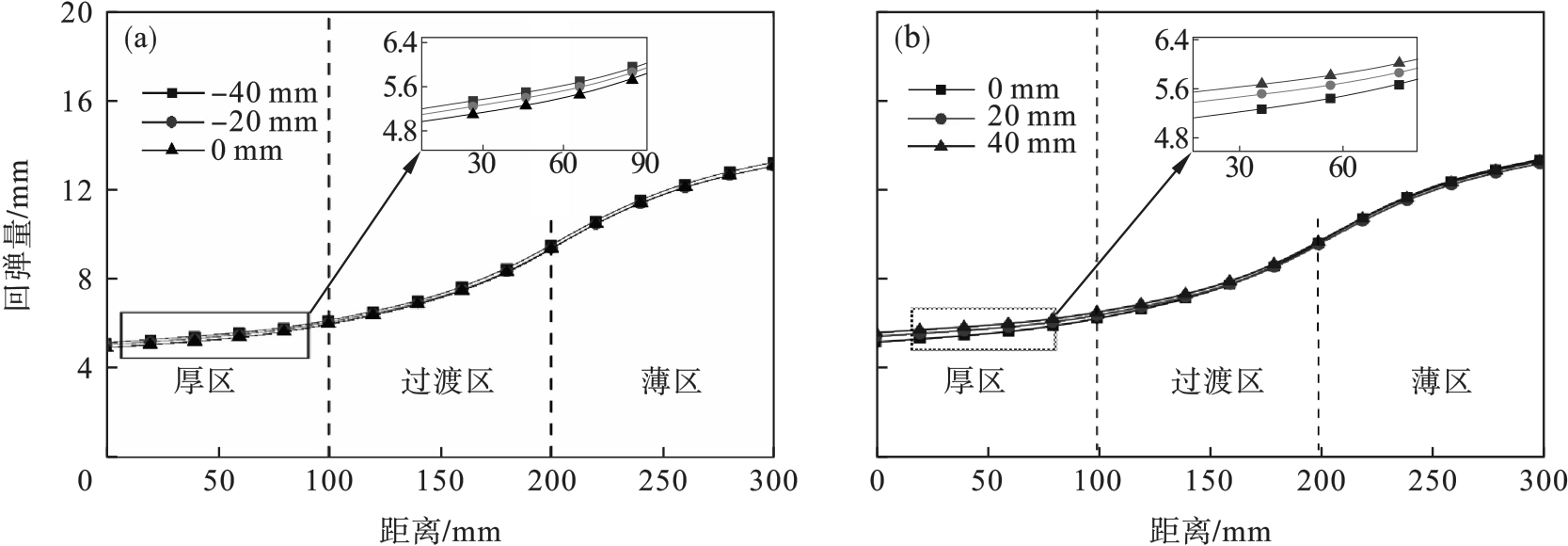
图10 差厚板过渡区侧壁中不同孔位对应的回弹分布(a)—厚区偏移回弹; (b)—薄区偏移回弹.
Fig. 10 Springback distribution corresponding to different hole positions in the TRB transition zone sidewalls
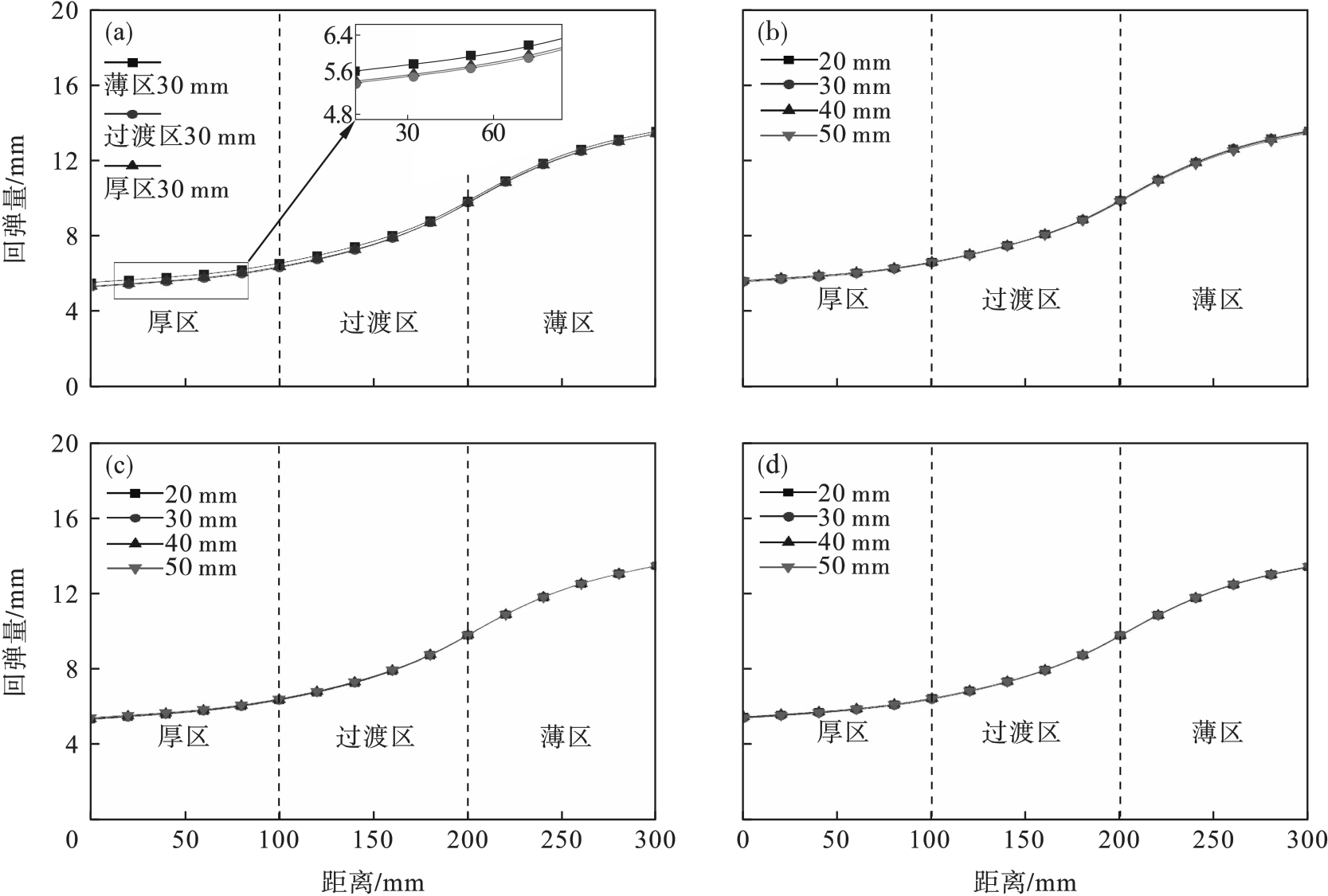
图11 差厚板端部孔位对应的回弹分布(a)—位于薄区、过渡区、厚区端部距边部30 mm; (b)—位于薄区端部距边部20,30,40,50 mm;(c)—位于过渡区端部距边部20,30,40,50 mm; (d)—位于厚区端部距边部20,30,40,50 mm.
Fig. 11 Springback distribution corresponding to TRB end hole position
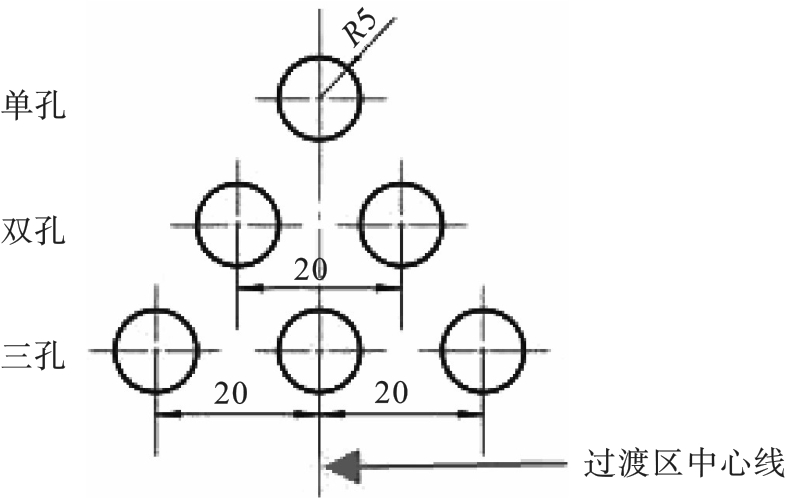
图12 差厚板过渡区侧壁中心开孔数量(单位:mm)
Fig. 12 The numbers of opening holes in the TRB transition zone sidewall center
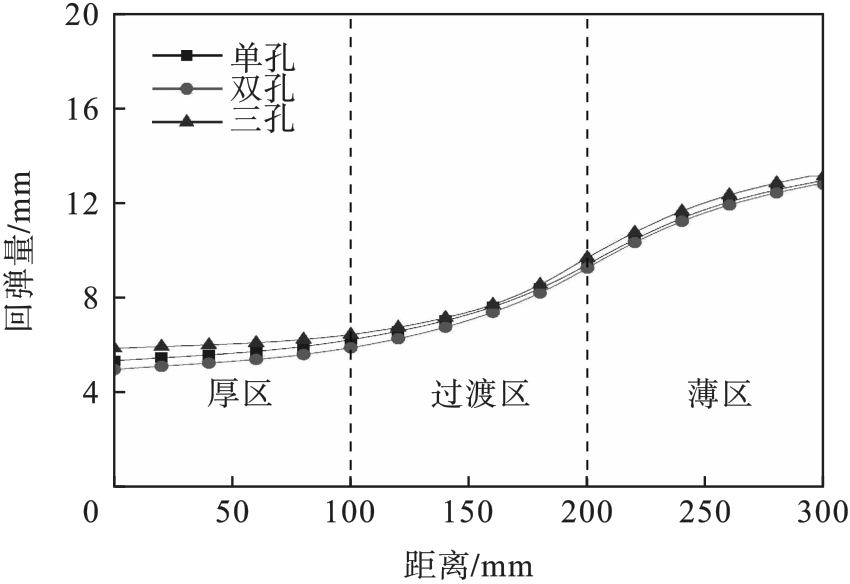
图13 差厚板过渡区侧壁中心工艺孔数量对回弹分布的影响
Fig. 13 Springback distribution vs. process hole numbers in the TRB transition zone sidewall center
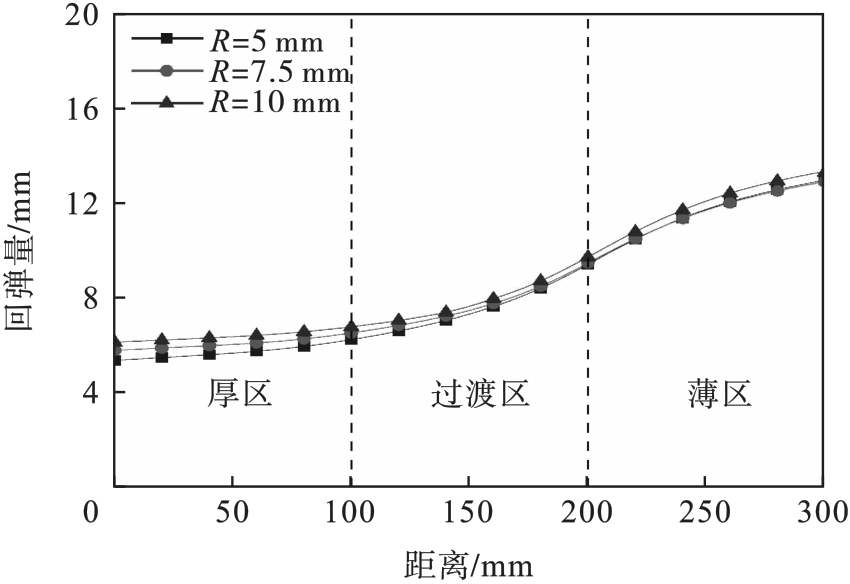
图14 差厚板过渡区侧壁中心工艺孔尺寸对回弹分布的影响
Fig. 14 Springback distribution vs. hole size in the TRB transition zone sidewall center
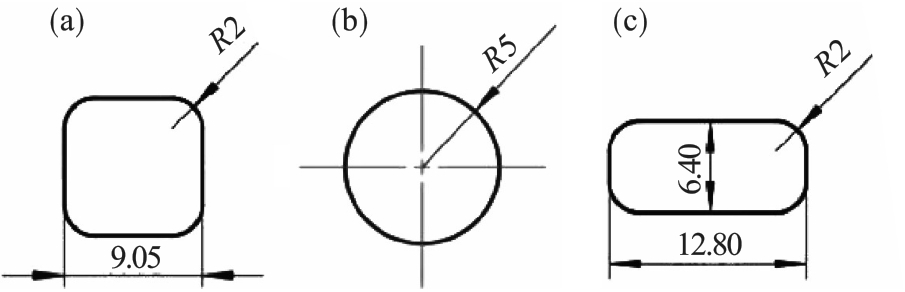
图15 差厚板过渡区侧壁中心开孔形式(单位:mm)(a)—方形孔; (b)—圆形孔; (c)—腰形孔.
Fig. 15 Opening hole shape in the TRB transition zone sidewall center
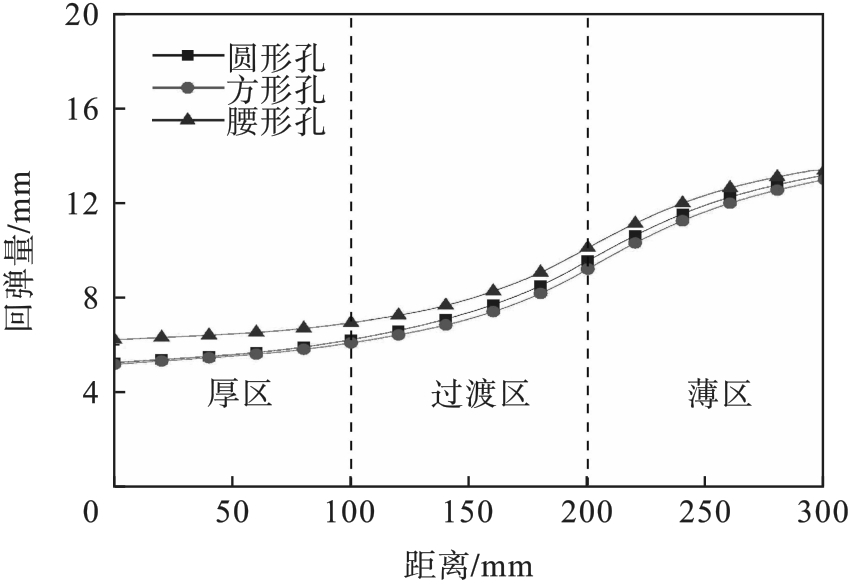
图16 差厚板过渡区侧壁中心开孔形式对应的回弹量分布
Fig. 16 Springback distribution vs. opening hole shape in the TRB transition zone sidewall center
| 1 | Zhang W, Xu J.Advanced lightweight materials for automobiles:a review[J].Materials & Design,2022,221:110994. |
| 2 | Sun G Y, Tian J, Liu T Y,et al.Crashworthiness optimization of automotive parts with tailor rolled blank[J].Engineering Structures,2018,169:201-215. |
| 3 | Merklein M, Johannes M, Lechner M,et al.A review on tailored blanks‑production,applications and evaluation[J].Journal of Materials Processing Technology,2014,214(2):151-164. |
| 4 | Liu X H.Prospects for variable gauge rolling:technology,theory and application[J].Journal of Iron and Steel Research(International),2011,18(1):1-7. |
| 5 | Meyer A, Wietbrock B, Hirt G.Increasing of the drawing depth using tailor rolled blanks‑numerical and experimental analysis[J].International Journal of Machine Tools & Manufacture,2008,48(5):522-531. |
| 6 | Zhang S J, Hu X L, Niu C L,et al.Annealing of HC340LA tailor rolled blanks‑control of mechanical properties and formability[J].Journal of Materials Processing Technology,2020,281:116581. |
| 7 | 张思佳,胡贤磊,刘相华.轧制差厚板方盒件拉深成形的实验与数值模拟[J].东北大学学报(自然科学版),2022,43(6):801-808. |
| Zhang Si‑jia, Hu Xian‑lei, Liu Xiang‑hua.Experimental and simulation study on deep drawing of squarebox made from tailor rolled blank[J].Journal of Northeastern University(Natural Science),2022,43(6):801-808. | |
| 8 | Fan L F, Gou J J, Wang G,et al.Springback characteristics of cylindrical bending of tailor rolled blanks[J].Advances in Materials Science and Engineering,2020,2020:9371808. |
| 9 | Lu R H, Liu X H, Chen S D,et al.Springback behavior of tailor rolled blank in U‑shape forming[J].Journal of Iron and Steel Research(International),2017,24(8):787-794. |
| 10 | Lu R H, Liu X H, Xu Z G,et al.Simulation of springback variation in the U‑bending of tailor rolled blanks[J].Journal of the Brazilian Society of Mechanical Sciences and Engineering,2017,39(11):4633-4647. |
| 11 | Zhang H W, Liu L Z, Hu P,et al.Springback characteristics in U‑channel forming of tailor rolled blank[J].Acta Metallurgica Sinica(English Letters),2012,25(3):207-213. |
| 12 | Zhang H W, Guan Y P, Wu J L,et al.Transverse bending characteristics in U‑channel forming of tailor rolled blank[J].Journal of Iron and Steel Research(International),2016,23(12):1249-1254. |
| 13 | 施于庆,李凌丰.带工艺孔的板坯拉深新工艺有限元模拟[J].兵工学报,2009,30(7):967-972. |
| Shi Yu‑qing, Li Ling‑feng.FEM simulation on new deep drawing process to blank with technique holes[J].Acta Armamentarii,2009,30(7):967-972. | |
| 14 | 孙立君,阮锋.预冲工艺孔的板料冲压成形性分析[J].锻压装备与制造技术,2007,42(6):56-58. |
| Sun Li‑jun, Ruan Feng.The analysis of the forming characteristics of sheet with punching hole[J].China Metalforming Equipment and Manufacturing Technology,2007,42(6):56-58. | |
| 15 | 朱亨荣,王志忠,王镇柱,等.轴对称带孔板坯拉深-翻孔复合成形的仿真与实验[J].塑性工程学报,2013,20(5):50-55. |
| Zhu Heng‑rong, Wang Zhi‑zhong, Wang Zhen‑zhu,et al.Simulation and experimental study for drawing‑flanging compound forming of axisymmetric holed slab[J].Journal of Plasticity Engineering,2013,20(5):50-55. |
| [1] | 余犇, 王冬晓, 刘禹, 李建平. AZ31镁合金薄板热油恒温成形数值模拟与实验研究[J]. 东北大学学报(自然科学版), 2024, 45(2): 179-186. |
| [2] | 张思佳, 胡贤磊, 刘相华. 轧制差厚板方盒件拉深成形的实验与数值模拟[J]. 东北大学学报(自然科学版), 2022, 43(6): 801-808. |
| [3] | 刘后龙, 刘玲玲, 李兴, 陈礼清. 冷轧工艺对铁素体不锈钢成形性能的影响[J]. 东北大学学报:自然科学版, 2019, 40(8): 1099-1104. |
| [4] | 张华伟, 王新刚, 陈小辉, 侯东晓. 轧制差厚板横向弯曲工艺参数研究[J]. 东北大学学报:自然科学版, 2019, 40(5): 728-733. |
| [5] | 石建华, 韩颖, 寇坡. 城镇居民用电直接回弹效应分析——考虑局部和全局空间溢出效应[J]. 东北大学学报:自然科学版, 2019, 40(12): 1800-1804. |
| [6] | 柯迪文, 刘相华, 支颖. 双相钢差厚板退火过程的温度场[J]. 东北大学学报:自然科学版, 2018, 39(8): 1118-1122. |
| [7] | 贾伟涛, 马立峰, 乐启炽. 换热器板片波纹结构辊压成形工艺设计[J]. 东北大学学报:自然科学版, 2017, 38(3): 379-384. |
| [8] | 韩颖, 刘庆, 白宝鑫, 石建华. 辽宁省能源回弹效应测算分析[J]. 东北大学学报:自然科学版, 2016, 37(7): 1061-1064. |
| [9] | 张华伟, 吴佳璐, 刘相华, 王新刚. 轧制差厚板方盒形件起皱缺陷研究[J]. 东北大学学报:自然科学版, 2016, 37(11): 1554-1558. |
| [10] | 支颖,田野,张金连,刘相华. 冷轧差厚板退火组织性能的实验研究[J]. 东北大学学报:自然科学版, 2014, 35(5): 671-675. |
| [11] | 吴志强;刘相华;方智;. 带材周期变厚度轧制控制系统开发[J]. 东北大学学报(自然科学版), 2011, 32(3): 388-391. |
| [12] | 刘海涛;马东旭;高飞;王国栋;. 退火温度对超纯Cr17铁素体不锈钢冷轧板成形性能的影响[J]. 东北大学学报(自然科学版), 2010, 31(9): 1266-1269. |
| [13] | 张凌云;崔建忠;. TC2Mδ1.5钛板翻边成形极限及非轴对称畸变的研究[J]. 东北大学学报(自然科学版), 2005, 26(12): 1164-1167. |
| [14] | 赵德文;洪继要;刘相华;王国栋. 平冲头压入半无限体摩擦影响定量分析[J]. 东北大学学报:自然科学版, 2002, 23(9): 858-861. |
| [15] | 朱浮声;黄志烨;许研;赵嵩堪. 普通回弹仪在高强混凝土强度检测中的应用[J]. 东北大学学报:自然科学版, 2002, 23(5): 474-476. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||