东北大学学报(自然科学版) ›› 2024, Vol. 45 ›› Issue (8): 1143-1149.DOI: 10.12068/j.issn.1005-3026.2024.08.010
李远峰, 温泉, 巩亚东, 唐本甲
收稿日期:2023-03-31
出版日期:2024-08-15
发布日期:2024-11-12
作者简介:李远峰(1998-),男,辽宁朝阳人,东北大学硕士研究生基金资助:Yuan-feng LI, Quan WEN, Ya-dong GONG, Ben-jia TANG
Received:2023-03-31
Online:2024-08-15
Published:2024-11-12
摘要:
为提高2.5D Cf /SiC复合材料在微磨削加工中的表面质量,使用500#金刚石磨粒、直径为0.9 mm的电镀微磨具对其进行3个因素5个水平的微磨削正交试验.通过极差与方差分析微磨削速度vs、磨削深度ap和进给速度vw对磨削性能评价参数(磨削力、表面粗糙度、表面形貌)影响的主次顺序;通过不同水平下的试验结果分析磨削性能评价参数随工艺参数的变化规律.结果表明,磨削深度对磨削性能影响最大,进给速度影响最小;当增大磨削深度与进给速度时,表面粗糙度及磨削力逐渐增大,表面缺陷较多;当增大微磨削速度时,表面粗糙度及磨削力逐渐减小,表面形貌平整均匀,缺陷较少.
中图分类号:
李远峰, 温泉, 巩亚东, 唐本甲. 2.5D Cf /SiC复合材料微尺度磨削试验研究[J]. 东北大学学报(自然科学版), 2024, 45(8): 1143-1149.
Yuan-feng LI, Quan WEN, Ya-dong GONG, Ben-jia TANG. Experimental Study on Micro-scale Grinding of 2.5D Cf /SiC Composites[J]. Journal of Northeastern University(Natural Science), 2024, 45(8): 1143-1149.
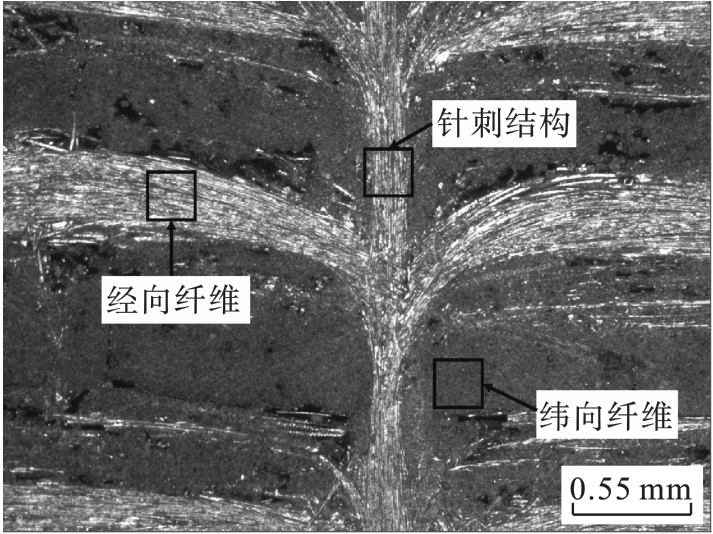
图1 2.5D Cf /SiC复合材料截面微观形貌
Fig. 1 Cross?section microstructure of 2.5D Cf /SiC composites
| 参数 | 数值 |
|---|---|
| 抗拉强度/MPa | 280 |
| 抗弯强度/MPa | 220 |
| 密度/(g·cm-3) | 2.0 |
| 纤维直径/μm | 7 |
| 碳纤维体积分数/% | 37 |
表1 2.5D Cf /SiC复合材料性能参数 (composites)
Table 1 Performance parameters of 2.5D Cf /SiC
| 参数 | 数值 |
|---|---|
| 抗拉强度/MPa | 280 |
| 抗弯强度/MPa | 220 |
| 密度/(g·cm-3) | 2.0 |
| 纤维直径/μm | 7 |
| 碳纤维体积分数/% | 37 |
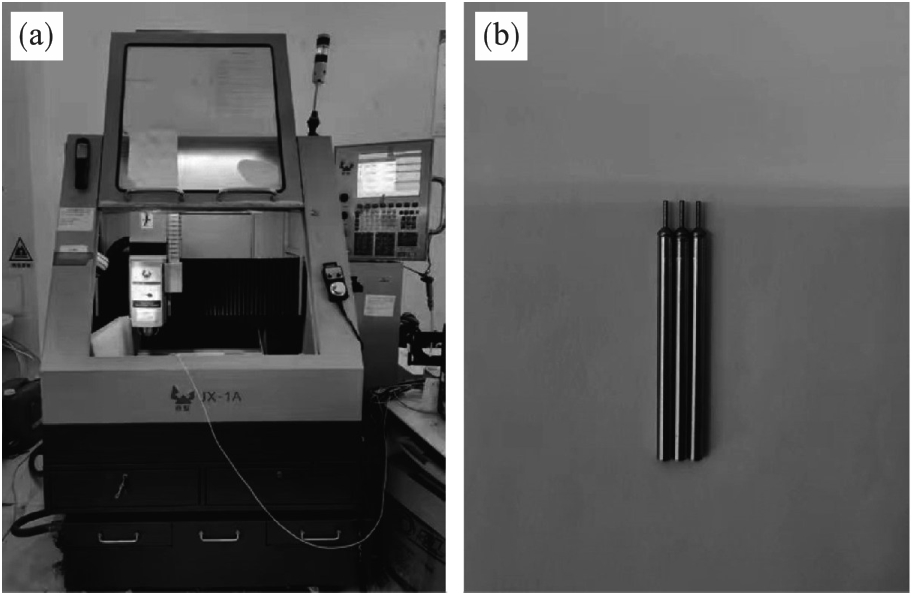
图2 JX-1A微尺度精密磨床与微磨具(a)—磨床; (b)—微磨具.
Fig. 2 JX-1A micro?scale precision grinding machine and micro?grinding tools
| 因素 | 水平 | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| vs/(m·s-1) | 0.471 | 0.942 | 1.414 | 1.885 | 2.356 |
| ap/μm | 3 | 6 | 9 | 12 | 15 |
| vw/(μm·s-1) | 20 | 70 | 120 | 170 | 220 |
表2 正交试验方案
Table 2 Orthogonal experiment scheme
| 因素 | 水平 | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| vs/(m·s-1) | 0.471 | 0.942 | 1.414 | 1.885 | 2.356 |
| ap/μm | 3 | 6 | 9 | 12 | 15 |
| vw/(μm·s-1) | 20 | 70 | 120 | 170 | 220 |
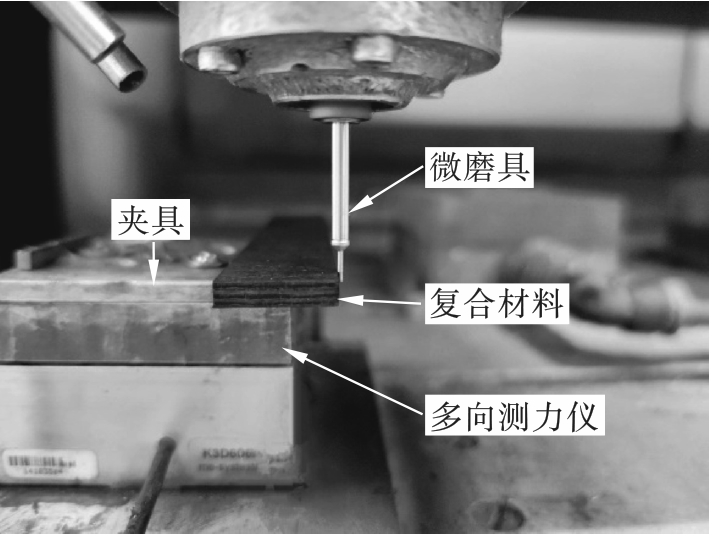
图3 微磨削试验台
Fig. 3 Micro?grinding experimental platform
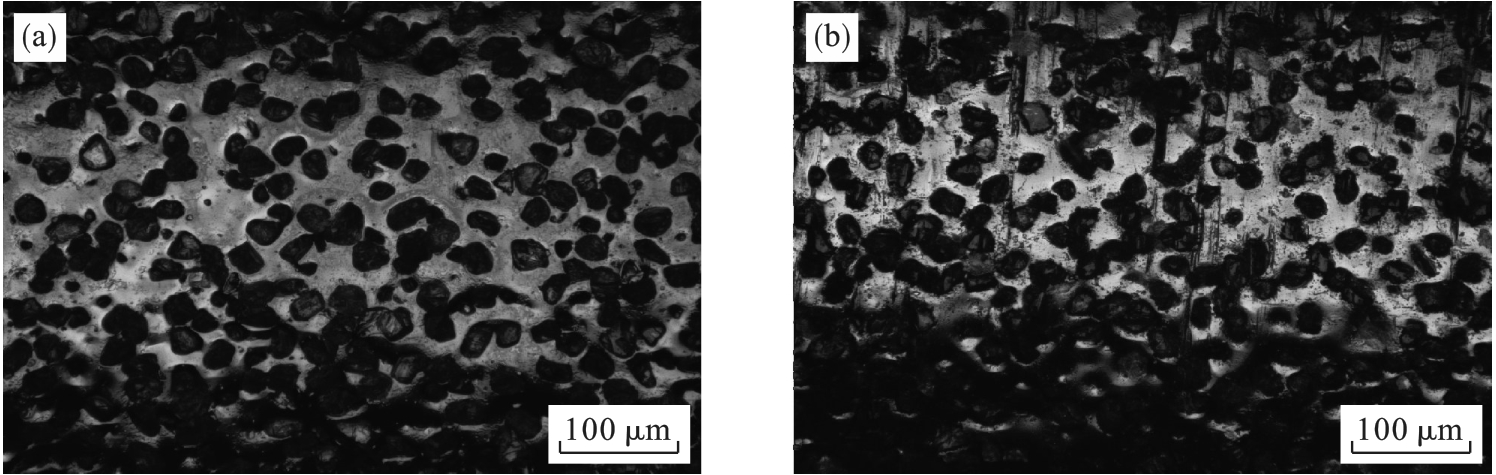
图4 试验前后微磨具表面形貌对比(a)—未磨削的磨具表面; (b)—单次试验后的磨具表面.
Fig. 4 Comparison of surface morphology of micro?grinding tools
| 试验序号 | vs | ap/μm | vw | Fn/N | Ft/N | Ra/μm |
|---|---|---|---|---|---|---|
| m·s-1 | μm·s-1 | |||||
| 1 | 0.471 | 3 | 20 | 0.420 | 0.327 | 1.014 |
| 2 | 0.471 | 6 | 70 | 0.598 | 0.425 | 1.316 |
| 3 | 0.471 | 9 | 120 | 0.818 | 0.561 | 1.729 |
| 4 | 0.471 | 12 | 170 | 0.985 | 0.675 | 2.091 |
| 5 | 0.471 | 15 | 220 | 1.231 | 0.830 | 2.613 |
| 6 | 0.942 | 3 | 70 | 0.458 | 0.341 | 1.056 |
| 7 | 0.942 | 6 | 120 | 0.604 | 0.433 | 1.323 |
| 8 | 0.942 | 9 | 170 | 0.796 | 0.582 | 1.810 |
| 9 | 0.942 | 12 | 220 | 0.889 | 0.632 | 1.962 |
| 10 | 0.942 | 15 | 20 | 1.026 | 0.703 | 2.183 |
| 11 | 1.414 | 3 | 120 | 0.503 | 0.355 | 1.125 |
| 12 | 1.414 | 6 | 170 | 0.618 | 0.441 | 1.367 |
| 13 | 1.414 | 9 | 220 | 0.788 | 0.560 | 1.742 |
| 14 | 1.414 | 12 | 20 | 0.806 | 0.568 | 1.761 |
| 15 | 1.414 | 15 | 70 | 0.931 | 0.654 | 2.024 |
| 16 | 1.885 | 3 | 170 | 0.486 | 0.348 | 1.079 |
| 17 | 1.885 | 6 | 220 | 0.524 | 0.377 | 1.165 |
| 18 | 1.885 | 9 | 20 | 0.716 | 0.511 | 1.585 |
| 19 | 1.885 | 12 | 70 | 0.801 | 0.559 | 1.736 |
| 20 | 1.885 | 15 | 120 | 0.928 | 0.663 | 2.051 |
| 21 | 2.356 | 3 | 220 | 0.438 | 0.315 | 0.971 |
| 22 | 2.356 | 6 | 20 | 0.481 | 0.334 | 1.034 |
| 23 | 2.356 | 9 | 70 | 0.695 | 0.498 | 1.542 |
| 24 | 2.356 | 12 | 120 | 0.808 | 0.575 | 1.784 |
| 25 | 2.356 | 15 | 170 | 0.912 | 0.647 | 2.005 |
表3 2.5D Cf /SiC复合材料微尺度磨削试验结果 (of 2.5D Cf /SiC composites)
Table 3 Micro?scale grinding experiment results
| 试验序号 | vs | ap/μm | vw | Fn/N | Ft/N | Ra/μm |
|---|---|---|---|---|---|---|
| m·s-1 | μm·s-1 | |||||
| 1 | 0.471 | 3 | 20 | 0.420 | 0.327 | 1.014 |
| 2 | 0.471 | 6 | 70 | 0.598 | 0.425 | 1.316 |
| 3 | 0.471 | 9 | 120 | 0.818 | 0.561 | 1.729 |
| 4 | 0.471 | 12 | 170 | 0.985 | 0.675 | 2.091 |
| 5 | 0.471 | 15 | 220 | 1.231 | 0.830 | 2.613 |
| 6 | 0.942 | 3 | 70 | 0.458 | 0.341 | 1.056 |
| 7 | 0.942 | 6 | 120 | 0.604 | 0.433 | 1.323 |
| 8 | 0.942 | 9 | 170 | 0.796 | 0.582 | 1.810 |
| 9 | 0.942 | 12 | 220 | 0.889 | 0.632 | 1.962 |
| 10 | 0.942 | 15 | 20 | 1.026 | 0.703 | 2.183 |
| 11 | 1.414 | 3 | 120 | 0.503 | 0.355 | 1.125 |
| 12 | 1.414 | 6 | 170 | 0.618 | 0.441 | 1.367 |
| 13 | 1.414 | 9 | 220 | 0.788 | 0.560 | 1.742 |
| 14 | 1.414 | 12 | 20 | 0.806 | 0.568 | 1.761 |
| 15 | 1.414 | 15 | 70 | 0.931 | 0.654 | 2.024 |
| 16 | 1.885 | 3 | 170 | 0.486 | 0.348 | 1.079 |
| 17 | 1.885 | 6 | 220 | 0.524 | 0.377 | 1.165 |
| 18 | 1.885 | 9 | 20 | 0.716 | 0.511 | 1.585 |
| 19 | 1.885 | 12 | 70 | 0.801 | 0.559 | 1.736 |
| 20 | 1.885 | 15 | 120 | 0.928 | 0.663 | 2.051 |
| 21 | 2.356 | 3 | 220 | 0.438 | 0.315 | 0.971 |
| 22 | 2.356 | 6 | 20 | 0.481 | 0.334 | 1.034 |
| 23 | 2.356 | 9 | 70 | 0.695 | 0.498 | 1.542 |
| 24 | 2.356 | 12 | 120 | 0.808 | 0.575 | 1.784 |
| 25 | 2.356 | 15 | 170 | 0.912 | 0.647 | 2.005 |
| 参数 | Fn/N | Ft/N | ||||
|---|---|---|---|---|---|---|
| vs | ap | vw | vs | ap | vw | |
| K1j | 4.052 | 2.305 | 3.449 | 2.818 | 1.686 | 2.443 |
| K2j | 3.773 | 2.852 | 3.483 | 2.691 | 2.010 | 2.477 |
| K3j | 3.646 | 3.813 | 3.661 | 2.578 | 2.712 | 2.587 |
| K4j | 3.455 | 4.289 | 3.797 | 2.458 | 3.009 | 2.693 |
| K5j | 3.334 | 5.028 | 3.870 | 2.369 | 3.497 | 2.714 |
| X1j | 0.810 | 0.461 | 0.690 | 0.564 | 0.337 | 0.489 |
| X2j | 0.755 | 0.565 | 0.697 | 0.538 | 0.402 | 0.495 |
| X3j | 0.729 | 0.763 | 0.732 | 0.516 | 0.542 | 0.517 |
| X4j | 0.691 | 0.858 | 0.759 | 0.492 | 0.602 | 0.539 |
| X5j | 0.667 | 1.006 | 0.774 | 0.474 | 0.699 | 0.543 |
| R | 0.143 | 0.545 | 0.084 | 0.090 | 0.362 | 0.054 |
| evar | 0.025 | 0.386 | 0.011 | 0.010 | 0.173 | 0.005 |
表4 磨削力显著性分析
Table 4 Significance analysis of grinding force
| 参数 | Fn/N | Ft/N | ||||
|---|---|---|---|---|---|---|
| vs | ap | vw | vs | ap | vw | |
| K1j | 4.052 | 2.305 | 3.449 | 2.818 | 1.686 | 2.443 |
| K2j | 3.773 | 2.852 | 3.483 | 2.691 | 2.010 | 2.477 |
| K3j | 3.646 | 3.813 | 3.661 | 2.578 | 2.712 | 2.587 |
| K4j | 3.455 | 4.289 | 3.797 | 2.458 | 3.009 | 2.693 |
| K5j | 3.334 | 5.028 | 3.870 | 2.369 | 3.497 | 2.714 |
| X1j | 0.810 | 0.461 | 0.690 | 0.564 | 0.337 | 0.489 |
| X2j | 0.755 | 0.565 | 0.697 | 0.538 | 0.402 | 0.495 |
| X3j | 0.729 | 0.763 | 0.732 | 0.516 | 0.542 | 0.517 |
| X4j | 0.691 | 0.858 | 0.759 | 0.492 | 0.602 | 0.539 |
| X5j | 0.667 | 1.006 | 0.774 | 0.474 | 0.699 | 0.543 |
| R | 0.143 | 0.545 | 0.084 | 0.090 | 0.362 | 0.054 |
| evar | 0.025 | 0.386 | 0.011 | 0.010 | 0.173 | 0.005 |
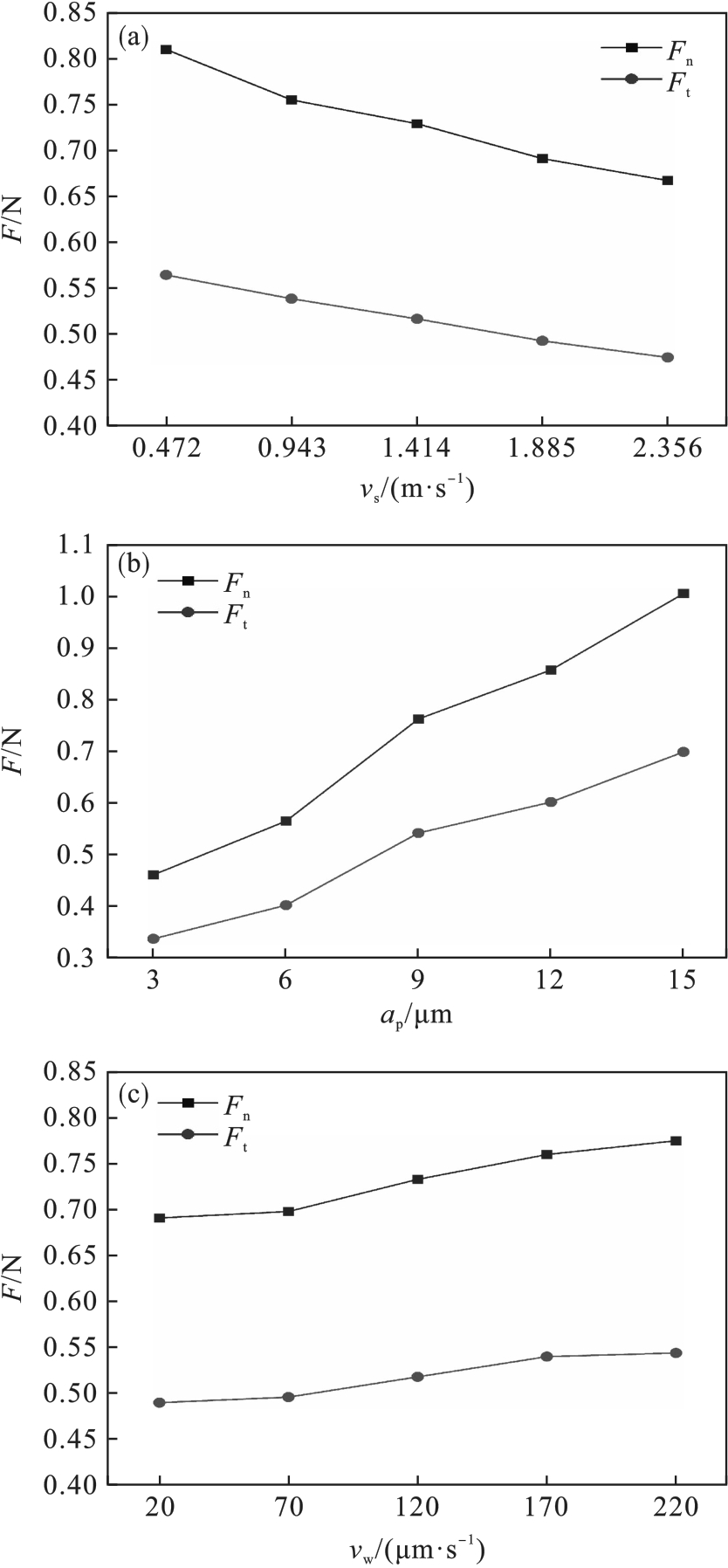
图5 磨削参数对磨削力的影响(a)—磨削速度vs; (b)—磨削深度ap; (c)—进给速度vw.
Fig. 5 Effect of grinding parameters on grinding force

图6 磨削深度对表面形貌的影响(a)—3 μm; (b)—15 μm.
Fig. 6 Effect of grinding depth on surface morphology

图7 磨削速度对表面形貌的影响(a)—0.471 m/s; (b)—2.356 m/s.
Fig. 7 Effect of grinding speed on surface morphology

图8 进给速度对表面形貌的影响(a)—20 μm/s; (b)—220 μm/s.
Fig. 8 Effect of feed speed on surface morphology
| 参数 | Ra/μm | ||
|---|---|---|---|
| vs | ap | vw | |
| K1j | 8.763 | 5.245 | 7.577 |
| K2j | 8.334 | 6.205 | 7.674 |
| K3j | 8.019 | 8.408 | 8.012 |
| K4j | 7.616 | 9.334 | 8.352 |
| K5j | 7.336 | 10.876 | 8.453 |
| X1j | 1.753 | 1.049 | 1.515 |
| X2j | 1.667 | 1.241 | 1.535 |
| X3j | 1.604 | 1.682 | 1.602 |
| X4j | 1.523 | 1.867 | 1.670 |
| X5j | 1.467 | 2.175 | 1.691 |
| R | 0.286 | 1.126 | 0.176 |
| evar | 0.010 3 | 0.168 2 | 0.004 9 |
表5 表面粗糙度显著性分析
Table 5 Significance analysis of surface roughness
| 参数 | Ra/μm | ||
|---|---|---|---|
| vs | ap | vw | |
| K1j | 8.763 | 5.245 | 7.577 |
| K2j | 8.334 | 6.205 | 7.674 |
| K3j | 8.019 | 8.408 | 8.012 |
| K4j | 7.616 | 9.334 | 8.352 |
| K5j | 7.336 | 10.876 | 8.453 |
| X1j | 1.753 | 1.049 | 1.515 |
| X2j | 1.667 | 1.241 | 1.535 |
| X3j | 1.604 | 1.682 | 1.602 |
| X4j | 1.523 | 1.867 | 1.670 |
| X5j | 1.467 | 2.175 | 1.691 |
| R | 0.286 | 1.126 | 0.176 |
| evar | 0.010 3 | 0.168 2 | 0.004 9 |
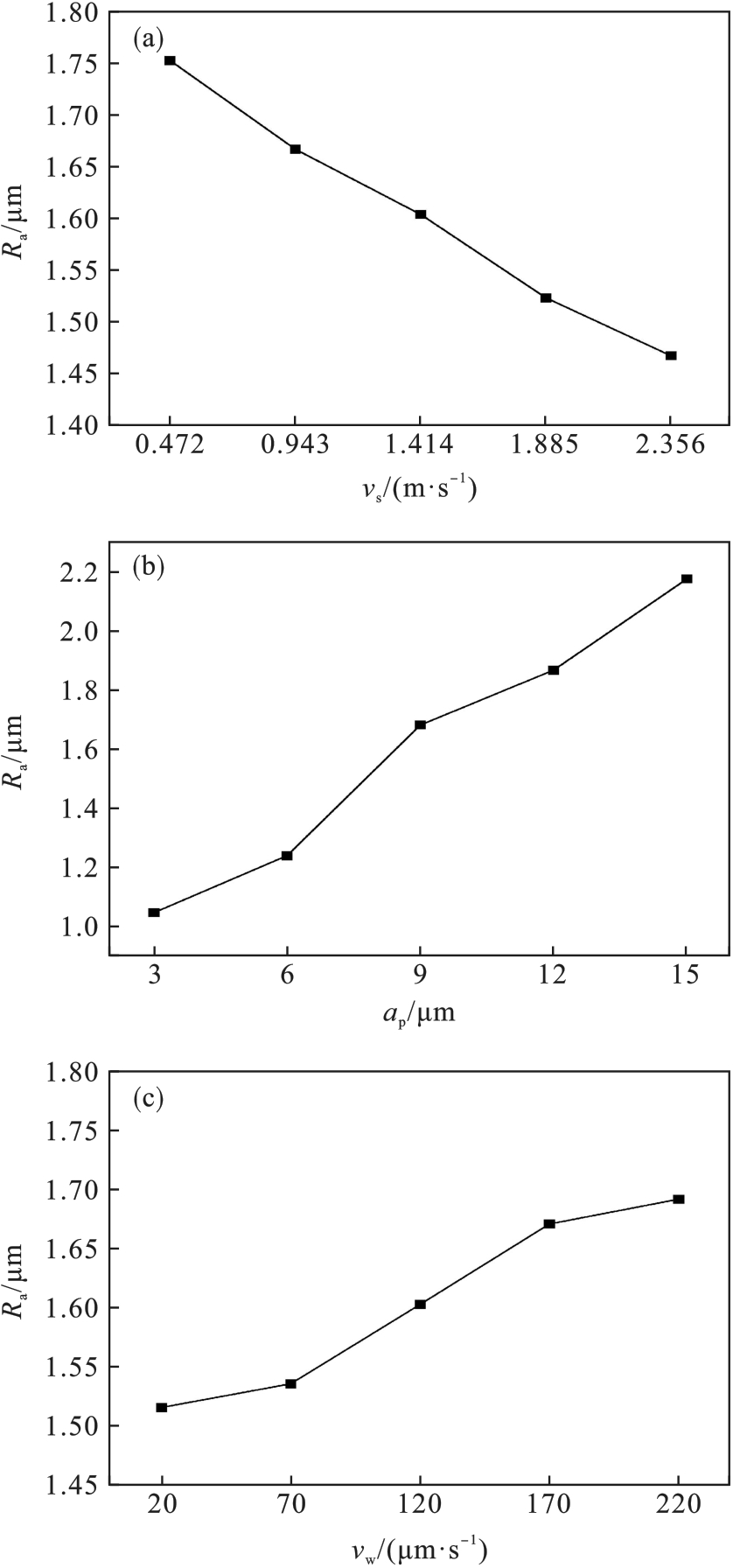
图9 磨削参数对表面粗糙度的影响
Fig. 9 Effect trend of grinding parameters on surface
| 1 | 杜昆,陈麒好,孟宪龙,等.陶瓷基复合材料在航空发动机热端部件应用及热分析研究进展[J].推进技术,2022,43(2):113-131. |
| Du Kun, Chen Qi‑hao, Meng Xian‑long,et al.Advancement in application and thermal analysis of ceramic matrix composites in aeroengine hot components[J].Journal of Propulsion Technology,2022,43(2):113-131. | |
| 2 | Li W, Long C J, Ma W Q,et al.Key technologies for laser‑assisted precision grinding of 3D C/C-SiC composites[J].Journal of the European Ceramic Society,2023,43(10):4322-4335. |
| 3 | 王晓博,李璐璐,赵波,等.陶瓷基复合材料加工技术及其表面亚表面损伤机制研究进展[J].表面技术,2021,50(12):17-34. |
| Wang Xiao‑bo, Li Lu‑lu, Zhao Bo,et al.Research progress on processing technology and surface and subsurface damage mechanism of ceramic matrix composites[J].Surface Technology,2021,50(12):17-34. | |
| 4 | 屈硕硕,巩亚东,杨玉莹,等.单向碳纤维增强陶瓷基复合材料磨削表面质量研究[J].东北大学学报(自然科学版),2019,40(9):1310-1315. |
| Qu Shuo‑shuo, Gong Ya‑dong, Yang Yu‑ying,et al.Study on grinding surface quality of unidirectional carbon fiber‑reinforced ceramic matrix composites[J].Journal of Northeastern University(Natural Science),2019,40(9):1310-1315. | |
| 5 | Qu S S, Gong Y D, Yang Y Y,et al.Grinding characteristics and removal mechanism of 2.5D-needled Cf /SiC composites[J].Ceramics International,2019,45(17):21608-21617. |
| 6 | Zhang L F, Wang S, Li Z,et al.Influence factors on grinding force in surface grinding of unidirectional C/SiC composites[J].Applied Composite Materials,2019,26(3):1073-1085. |
| 7 | Tawakoli T, Azarhoushang B.Intermittent grinding of ceramic matrix composites (CMCs) utilizing a developed segmented wheel[J].International Journal of Machine Tools and Manufacture,2011,51(2):112-119. |
| 8 | Liu Q, Huang G Q, Xu X P,et al.Influence of grinding fiber angles on grinding of the 2D–Cf /C–SiC composites[J].Ceramics International,2018,44(11):12774-12782. |
| 9 | Cao X Y, Lin B, Zhang X F.Investigations on grinding process of woven ceramic matrix composite based on reinforced fiber orientations[J].Composites Part B:Engineering,2015,71:184-192. |
| 10 | Choudhary A, Das Chakladar N, Paul S.Identification and estimation of defects in high‑speed ground C/SiC ceramic matrix composites[J].Composite Structures,2021,261:113274. |
| 11 | Zhou K, Xu J Y, Xiao G J,et al.A novel low‑damage and low‑abrasive wear processing method of Cf /SiC ceramic matrix composites:laser‑induced ablation‑assisted grinding[J].Journal of Materials Processing Technology,2022,302:117503. |
| 12 | Ding K, Fu Y C, Su H H,et al.Wear of diamond grinding wheel in ultrasonic vibration‑assisted grinding of silicon carbide[J].The International Journal of Advanced Manufacturing Technology,2014,71(9):1929-1938. |
| 13 | Cheng J, Yin G Q, Wen Q,et al.Study on grinding force modelling and ductile regime propelling technology in micro drill‑grinding of hard‑brittle materials[J].Journal of Materials Processing Technology,2015,223:150-163. |
| 14 | Cao C, Song Q H, Fu H,et al.Fiber orientation effects on grinding characteristics and removal mechanism of 2.5D Cf /SiC composites[J].Chinese Journal of Aeronautics,2023,36(12):425-441. |
| 15 | Duan Z Y, Chen T, Li H B,et al.Longitudinal ultrasonic vibration effects on grinding mechanism in side and end grinding of 2.5D Cf /SiC composites[J].The International Journal of Advanced Manufacturing Technology,2023,129(9):4185-4199. |
| [1] | 马廉洁, 孙立业, 邱喆, 李红双. 二维超声振动辅助磨削的磨削力建模[J]. 东北大学学报(自然科学版), 2024, 45(8): 1135-1142. |
| [2] | 杨震宇, 邹平, 周亮, 王安琪. 单颗CBN磨粒超声振动辅助磨削AISI 304材料去除机理[J]. 东北大学学报(自然科学版), 2024, 45(7): 1011-1019. |
| [3] | 代峰, 柳静献. 钢铁企业除尘用涤纶滤料在复杂烟气环境下的老化行为分析[J]. 东北大学学报(自然科学版), 2024, 45(6): 883-889. |
| [4] | 周云光, 田川川, 王书海, 陈晗. SiC陶瓷的磨削去除机理及参数对磨削力影响[J]. 东北大学学报(自然科学版), 2024, 45(4): 548-554. |
| [5] | 张家豪, 邹平, 魏事宇, 梁付强. 单激励三维超声车削加工技术的实验研究[J]. 东北大学学报(自然科学版), 2023, 44(8): 1152-1159. |
| [6] | 方锐, 邹平, 段经伟, 魏事宇. 三维超声振动辅助车削减摩特性与表面质量的实验研究[J]. 东北大学学报(自然科学版), 2023, 44(2): 233-241. |
| [7] | 孙瑶, 唐本甲, 巩亚东, 李思慧. 镍基单晶高温合金表面微阵列孔的制备方法及其实验研究[J]. 东北大学学报(自然科学版), 2023, 44(12): 1719-1725. |
| [8] | 姜世杰, 胡科, 陈丕峰, 战明. 熔丝成型制品三维表面粗糙度的理论与实验研究[J]. 东北大学学报(自然科学版), 2022, 43(9): 1290-1297. |
| [9] | 温雪龙, 王承宝, 巩亚东, 孙付强. 涂层微磨具的制备及磨削表面质量实验研究[J]. 东北大学学报(自然科学版), 2022, 43(5): 681-688. |
| [10] | 温雪龙, 李佳育, 李欣妍. TiC涂层微磨具磨削表面质量影响因素[J]. 东北大学学报(自然科学版), 2022, 43(4): 534-540. |
| [11] | 周云光, 田川川, 马廉洁, 毕长波. 氧化锆陶瓷微尺度磨削表面质量试验研究[J]. 东北大学学报(自然科学版), 2022, 43(1): 83-88. |
| [12] | 赵春雨, 程大众, 耿浩博. 车削工件2-D表面形貌检测方法研究[J]. 东北大学学报(自然科学版), 2021, 42(9): 1299-1306. |
| [13] | 侯壮壮, 修世超, 王雨时, 姚云龙. 不锈钢材料预应力磨削表面耐蚀性能数值模拟[J]. 东北大学学报(自然科学版), 2021, 42(7): 972-979. |
| [14] | 姜世杰, 胡科, 陈丕峰, SIYAJEU Yannick. 熔丝成型薄板表面粗糙度理论模型与实验验证[J]. 东北大学学报(自然科学版), 2021, 42(7): 980-986. |
| [15] | 修世超, 卢跃, 孙聪, 李清良. 端面磨削动态热力耦合效应及对表面去除过程影响[J]. 东北大学学报(自然科学版), 2021, 42(3): 389-395. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||