Journal of Northeastern University(Natural Science) ›› 2025, Vol. 46 ›› Issue (10): 104-112.DOI: 10.12068/j.issn.1005-3026.2025.20240013
• Materials & Metallurgy • Previous Articles
Shi-jie JIANG1,2, Fei WANG1, Shu-guang LI1, Zi-zhao XU1
Received:2024-01-12
Online:2025-10-15
Published:2026-01-13
CLC Number:
Shi-jie JIANG, Fei WANG, Shu-guang LI, Zi-zhao XU. Theoretical and Experimental Research on Dimensional Shrinkage of MFFF 17-4PH Products[J]. Journal of Northeastern University(Natural Science), 2025, 46(10): 104-112.

Fig.1 Schematic diagram of sample debinding/ sintering process
| C | O | Cr | Fe | Ni | Cu |
|---|---|---|---|---|---|
| 31.39 | 7.48 | 11.41 | 45.47 | 2.28 | 1.97 |
Table 1 Chemical composition of BASF 17-4PH
| C | O | Cr | Fe | Ni | Cu |
|---|---|---|---|---|---|
| 31.39 | 7.48 | 11.41 | 45.47 | 2.28 | 1.97 |
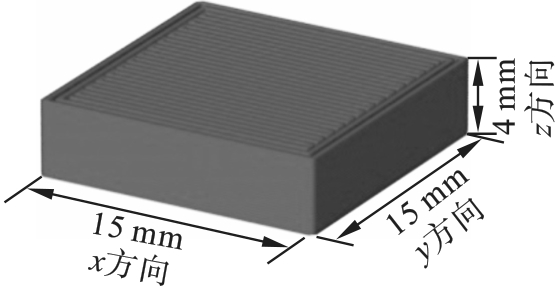
Fig.2 Schematic diagram of sample
| 参数 | 数值 |
|---|---|
| 喷嘴直径/mm | 0.4 |
| 挤出宽度/mm | 0.48 |
| 喷嘴温度/℃ | 240 |
| 成型速度/(mm∙s-1) | 15 |
| 层高/mm | 0.12 |
| 重叠/% | 15 |
| 填充率/% | 100 |
| 床温/℃ | 90 |
Table 2 Main process parameters setting
| 参数 | 数值 |
|---|---|
| 喷嘴直径/mm | 0.4 |
| 挤出宽度/mm | 0.48 |
| 喷嘴温度/℃ | 240 |
| 成型速度/(mm∙s-1) | 15 |
| 层高/mm | 0.12 |
| 重叠/% | 15 |
| 填充率/% | 100 |
| 床温/℃ | 90 |
| 过程 | 腔体温度 | 进酸温度 | 尾气温度 | 用气流量 | 风扇转速 | 进酸量 | 时间 |
|---|---|---|---|---|---|---|---|
| ℃ | ℃ | ℃ | cm3·min-1 | r∙min-1 | mL∙min-1 | min | |
| 加热 | 105 | 150 | 145 | 3 000 | 1 000 | 0 | 45 |
| 前冲洗 | 105 | 150 | 145 | 3 000 | 1 000 | 0 | 30 |
| 脱脂 | 105 | 150 | 145 | 3 000 | 1 000 | 0.5 | 600 |
| 后冲洗 | 120 | 150 | 145 | 3 000 | 1 000 | 0 | 90 |
Table 3 Catalytic debinding parameters setting
| 过程 | 腔体温度 | 进酸温度 | 尾气温度 | 用气流量 | 风扇转速 | 进酸量 | 时间 |
|---|---|---|---|---|---|---|---|
| ℃ | ℃ | ℃ | cm3·min-1 | r∙min-1 | mL∙min-1 | min | |
| 加热 | 105 | 150 | 145 | 3 000 | 1 000 | 0 | 45 |
| 前冲洗 | 105 | 150 | 145 | 3 000 | 1 000 | 0 | 30 |
| 脱脂 | 105 | 150 | 145 | 3 000 | 1 000 | 0.5 | 600 |
| 后冲洗 | 120 | 150 | 145 | 3 000 | 1 000 | 0 | 90 |
编 号 | 温度 | 时间 | 工艺类型 | 进气量 | 气体 |
|---|---|---|---|---|---|
| ℃ | min | cm3·min-1 | |||
| 1 | 600 | 300 | 负压脱脂 | 2 000 | Ar |
| 2 | 600 | 60 | 负压脱脂 | 2 000 | Ar |
| 3 | 1 100 | 200 | 真空内烧 | 0 | Ar |
| 4 | 1 100 | 60 | 真空内烧 | 0 | Ar |
| 5 | 1 300 | 120 | 分压烧结 | 2 500 | Ar |
| 6 | 80 | 300 | 冷却 | 500 | Ar |
Table 4 Thermal debinding and sintering parameters
编 号 | 温度 | 时间 | 工艺类型 | 进气量 | 气体 |
|---|---|---|---|---|---|
| ℃ | min | cm3·min-1 | |||
| 1 | 600 | 300 | 负压脱脂 | 2 000 | Ar |
| 2 | 600 | 60 | 负压脱脂 | 2 000 | Ar |
| 3 | 1 100 | 200 | 真空内烧 | 0 | Ar |
| 4 | 1 100 | 60 | 真空内烧 | 0 | Ar |
| 5 | 1 300 | 120 | 分压烧结 | 2 500 | Ar |
| 6 | 80 | 300 | 冷却 | 500 | Ar |
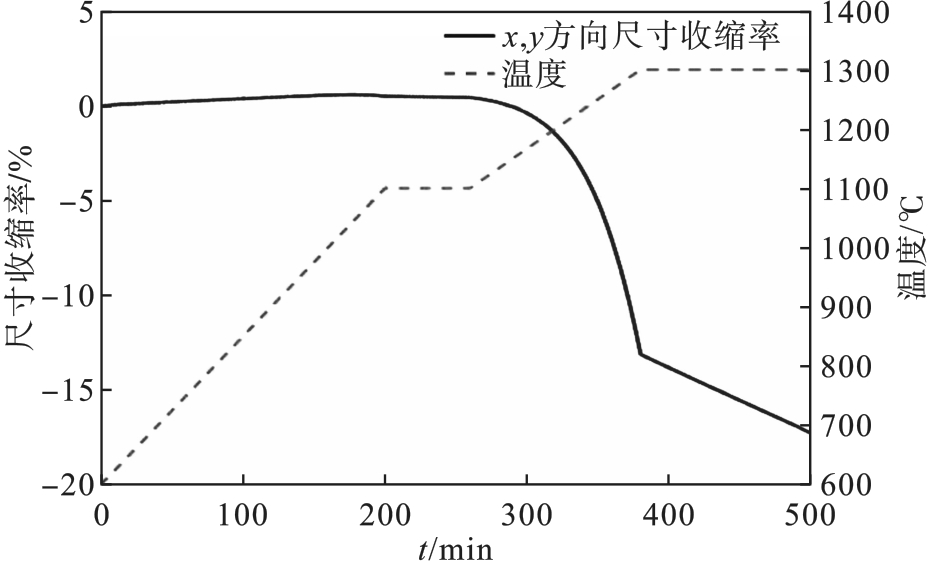
Fig.3 Theoretical results of dimensional shrinkage rate in x,y directions
| 样件 | 生坯样件尺寸/mm | 烧结样件尺寸/mm | 实验收缩率/% | 理论 收缩率/% | 误差/% | ||||
|---|---|---|---|---|---|---|---|---|---|
x 方向 | y 方向 | x 方向 | y 方向 | x 方向 | y 方向 | x 方向 | y 方向 | ||
| S1-i | 15.02 | 15.12 | 12.52 | 12.37 | 16.64 | 18.19 | 17.25 | 3.51 | 5.44 |
| S2-i | 15.03 | 15.05 | 12.62 | 12.31 | 16.03 | 18.21 | 7.05 | 5.54 | |
| S3-i | 15.08 | 15.07 | 12.54 | 12.44 | 16.84 | 17.45 | 2.36 | 1.17 | |
| S4-i | 15.03 | 15.13 | 12.56 | 12.32 | 16.43 | 18.57 | 4.73 | 7.67 | |
| S5-i | 15.04 | 15.08 | 12.7 | 12.36 | 15.56 | 18.04 | 9.81 | 4.56 | |
Table 5 Theoretical and experimental results of dimensional shrinkage rate in x, y directions
| 样件 | 生坯样件尺寸/mm | 烧结样件尺寸/mm | 实验收缩率/% | 理论 收缩率/% | 误差/% | ||||
|---|---|---|---|---|---|---|---|---|---|
x 方向 | y 方向 | x 方向 | y 方向 | x 方向 | y 方向 | x 方向 | y 方向 | ||
| S1-i | 15.02 | 15.12 | 12.52 | 12.37 | 16.64 | 18.19 | 17.25 | 3.51 | 5.44 |
| S2-i | 15.03 | 15.05 | 12.62 | 12.31 | 16.03 | 18.21 | 7.05 | 5.54 | |
| S3-i | 15.08 | 15.07 | 12.54 | 12.44 | 16.84 | 17.45 | 2.36 | 1.17 | |
| S4-i | 15.03 | 15.13 | 12.56 | 12.32 | 16.43 | 18.57 | 4.73 | 7.67 | |
| S5-i | 15.04 | 15.08 | 12.7 | 12.36 | 15.56 | 18.04 | 9.81 | 4.56 | |
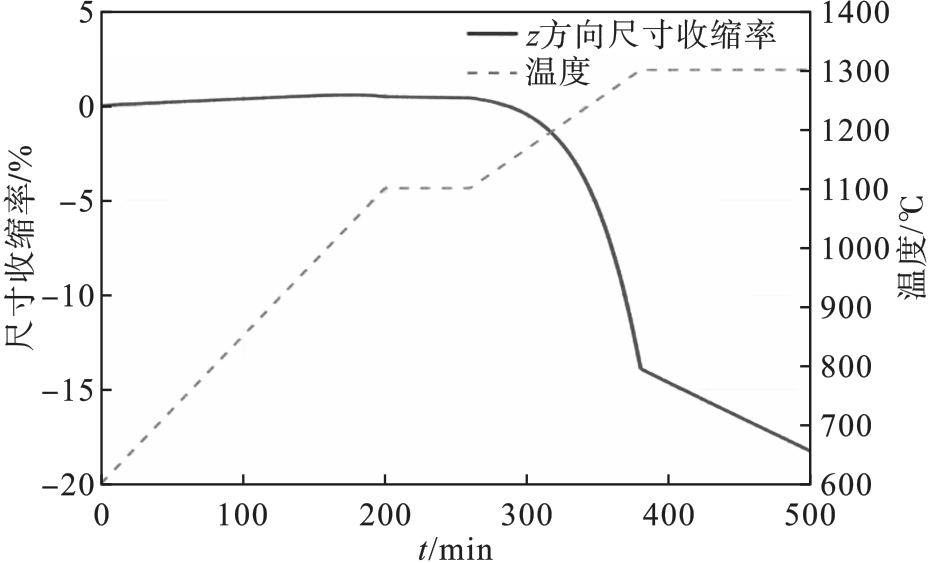
Fig.4 Theoretical results of dimensional shrinkage rate in z direction
样件 (i=5) | 生坯样件 | 烧结样件 | 实验 收缩率/% | 理论 收缩率/% | 误差/% |
|---|---|---|---|---|---|
| S1-i | 4.06 | 3.25 | 19.95 | 18.28 | 9.14 |
| S2-i | 4.12 | 3.28 | 20.39 | 11.53 | |
| S3-i | 4.05 | 3.23 | 20.25 | 10.76 | |
| S4-i | 4.11 | 3.31 | 19.46 | 6.48 | |
| S5-i | 4.09 | 3.29 | 19.56 | 7.00 |
Table 6 Theoretical and experimental results of dimensional shrinkage rate in z direction
样件 (i=5) | 生坯样件 | 烧结样件 | 实验 收缩率/% | 理论 收缩率/% | 误差/% |
|---|---|---|---|---|---|
| S1-i | 4.06 | 3.25 | 19.95 | 18.28 | 9.14 |
| S2-i | 4.12 | 3.28 | 20.39 | 11.53 | |
| S3-i | 4.05 | 3.23 | 20.25 | 10.76 | |
| S4-i | 4.11 | 3.31 | 19.46 | 6.48 | |
| S5-i | 4.09 | 3.29 | 19.56 | 7.00 |
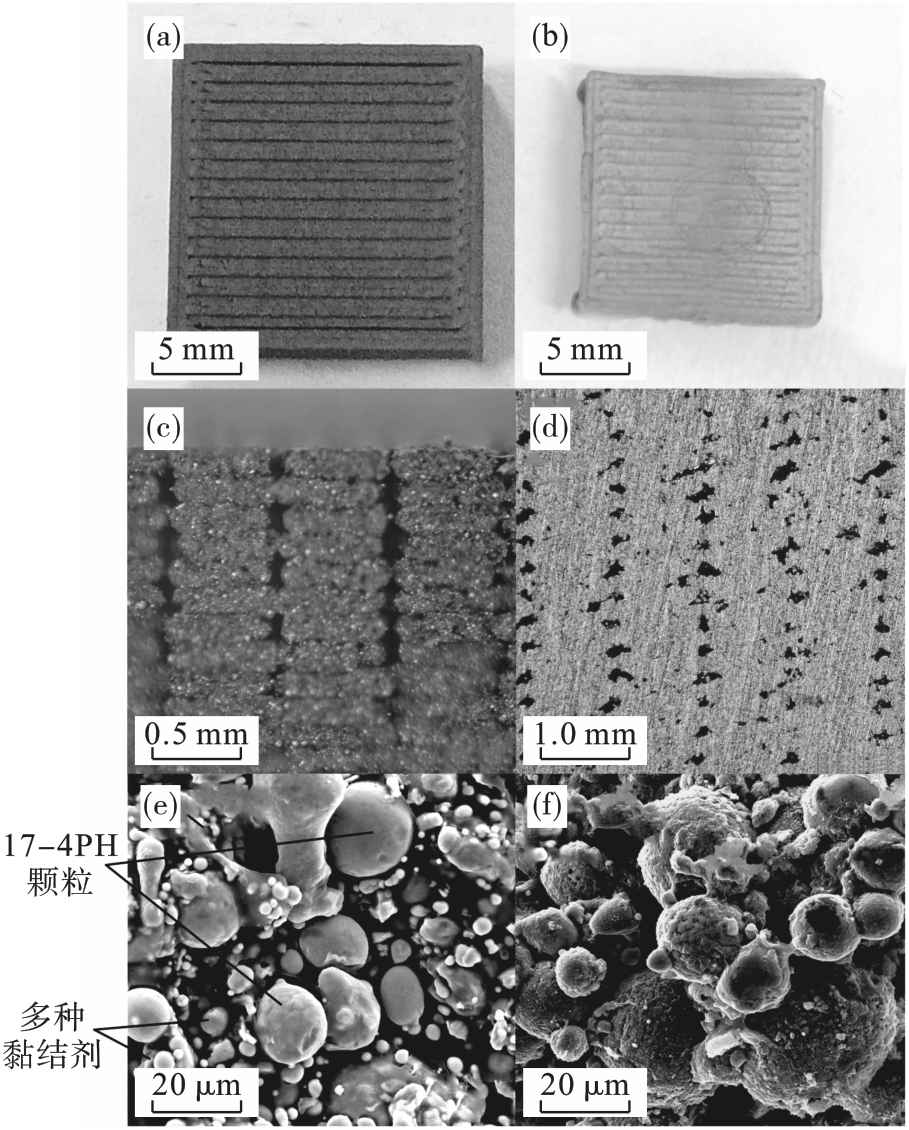
Fig.5 Appearance, cross-section, and microstrucure of MFFF samples
| 参数 | 最小值X1 | 默认值 | 最大值X2 |
|---|---|---|---|
| 烧结升温速率/(℃∙min-1) | 1 | 2 | 4 |
| 最高温度保持时间/h | 1 | 2 | 3 |
| 生坯样件表观密度/(g∙cm-3) | 2.9 | 3.9 | 4.9 |
Table 7 Sensitivity test parameters setting
| 参数 | 最小值X1 | 默认值 | 最大值X2 |
|---|---|---|---|
| 烧结升温速率/(℃∙min-1) | 1 | 2 | 4 |
| 最高温度保持时间/h | 1 | 2 | 3 |
| 生坯样件表观密度/(g∙cm-3) | 2.9 | 3.9 | 4.9 |
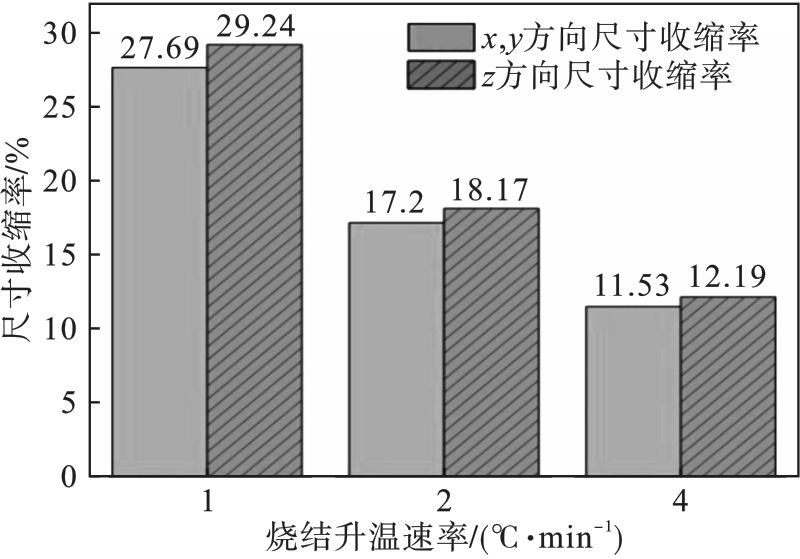
Fig.6 Effect of different sintering temperature rise rates on dimensional shrinkage rate
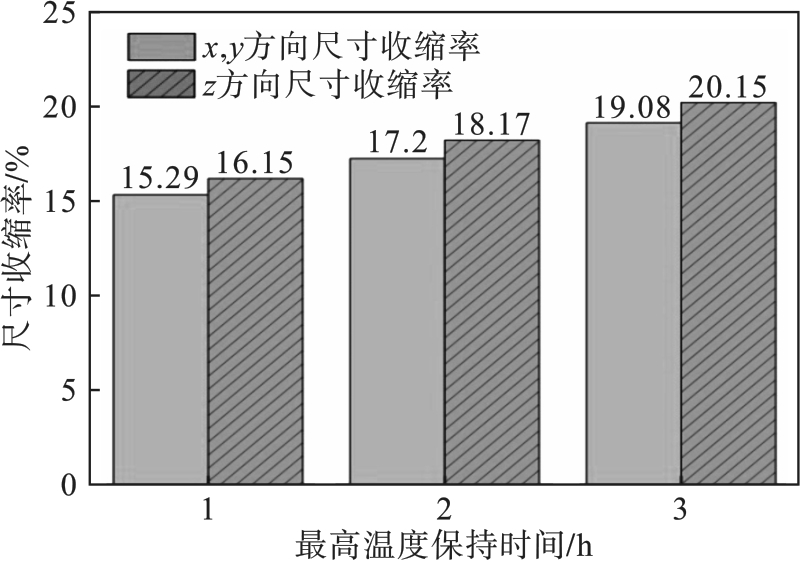
Fig.7 Effect of different maximum temperature holding time on dimensional shrinkage rate
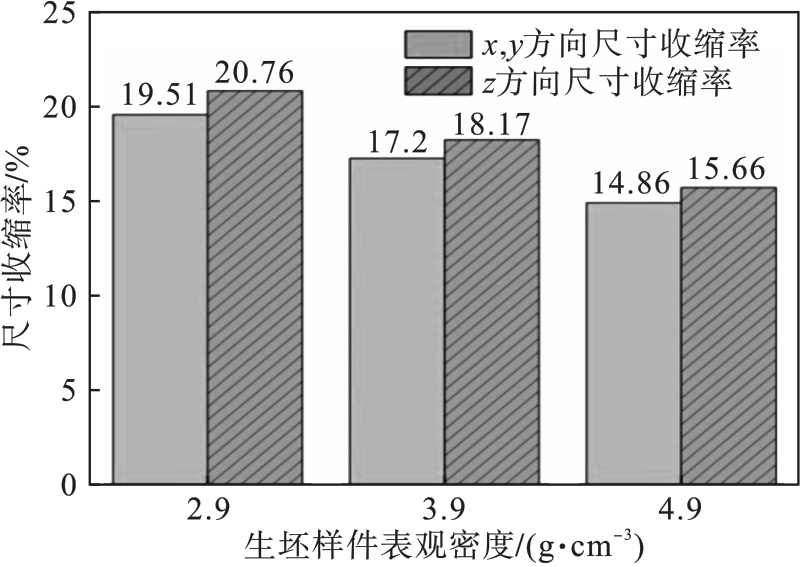
Fig.8 Effect of apparent density of green sample on dimensional shrinkage rate
| 方向 | 参数 | 参数最小值 | 参数最大值 | 相对变化率 | ||
|---|---|---|---|---|---|---|
| x,y | 烧结升温速率/(℃∙min-1) | 1 | 27.69 | 4 | 11.53 | 19.45 |
| 最高温度保持时间/h | 1 | 15.29 | 3 | 19.08 | 12.39 | |
| 生坯样件表观密度/(g∙cm-3) | 2.9 | 19.51 | 4.9 | 14.86 | 35.75 | |
| z | 烧结升温速率/(℃∙min-1) | 1 | 29.24 | 4 | 12.19 | 19.44 |
| 最高温度保持时间/h | 1 | 16.15 | 3 | 20.15 | 12.38 | |
| 生坯样件表观密度/(g∙cm-3) | 2.9 | 20.76 | 4.9 | 15.66 | 36.85 |
Table 8 Sensitivity of model to different parameters
| 方向 | 参数 | 参数最小值 | 参数最大值 | 相对变化率 | ||
|---|---|---|---|---|---|---|
| x,y | 烧结升温速率/(℃∙min-1) | 1 | 27.69 | 4 | 11.53 | 19.45 |
| 最高温度保持时间/h | 1 | 15.29 | 3 | 19.08 | 12.39 | |
| 生坯样件表观密度/(g∙cm-3) | 2.9 | 19.51 | 4.9 | 14.86 | 35.75 | |
| z | 烧结升温速率/(℃∙min-1) | 1 | 29.24 | 4 | 12.19 | 19.44 |
| 最高温度保持时间/h | 1 | 16.15 | 3 | 20.15 | 12.38 | |
| 生坯样件表观密度/(g∙cm-3) | 2.9 | 20.76 | 4.9 | 15.66 | 36.85 |
| [1] | Singh P, Balla V K, Gokce A, et al. Additive manufacturing of Ti-6Al-4V alloy by metal fused filament fabrication (MF3): producing parts comparable to that of metal injection molding[J]. Progress in Additive Manufacturing, 2021, 6(4): 593-606. |
| [2] | Singh G, Missiaen J M, Bouvard D, et al. Additive manufacturing of 17-4 PH steel using metal injection molding feedstock: analysis of 3D extrusion printing, debinding and sintering[J]. Additive Manufacturing, 2021, 47: 102287. |
| [3] | German R M. Sintering: from empirical observations to scientific principles[M]. Oxford: Butterworth-Heinemann, 2014: 153-161. |
| [4] | Caminero M Á, Romero Gutiérrez A, Chacón J M, et al. Effects of fused filament fabrication parameters on the manufacturing of 316L stainless-steel components: geometric and mechanical properties[J]. Rapid Prototyping Journal, 2022, 28(10): 2004-2026. |
| [5] | Abe Y, Kurose T, Santos M V, et al. Effect of layer directions on internal structures and tensile properties of 17-4PH stainless steel parts fabricated by fused deposition of metals[J]. Materials, 2021, 14(2): 243-255. |
| [6] | Quarto M, Carminati M, D’Urso G. Density and shrinkage evaluation of AISI 316L parts printed via FDM process[J]. Materials and Manufacturing Processes, 2021, 36(13): 1535-1543. |
| [7] | Liu B, Wang Y X, Lin Z W, et al. Creating metal parts by fused deposition modeling and sintering[J]. Materials Letters, 2020, 263: 127252. |
| [8] | Olevsky E A. Theory of sintering: from discrete to continuum[J]. Materials Science and Engineering: R: Reports, 1998, 23(2): 41-100. |
| [9] | Braginsky M, Tikare V, Garino T J, et al. Three-dimensional simulation of sintering using a continuum modeling approach[R]. Albuquerque: Sandia National Laboratories, 2003. |
| [10] | Petersson A, Ågren J. Constitutive behaviour of WC-Co materials with different grain size sintered under load[J]. Acta Materialia, 2004, 52(7): 1847-1858. |
| [11] | Kuczynski G. The mechanism of densification during sintering of metallic particles[J]. Acta Metallurgica, 1956, 4(1): 58-61. |
| [12] | Scherer G W. Sintering inhomogeneous glasses: application to optical waveguides[J]. Journal of Non-Crystalline Solids, 1979, 34(2): 239-256. |
| [13] | De Jonghe L C, Chu M Y, Lin M K F. Pore size distribution, grain growth, and the sintering stress[J]. Journal of Materials Science, 1989, 24: 4403-4408. |
| [14] | German R M. Coarsening in sintering: grain shape distribution, grain size distribution, and grain growth kinetics in solid-pore systems[J]. Critical Reviews in Solid State and Materials Sciences, 2010, 35(4): 263-305. |
| [15] | Fukuyama H, Higashi H, Yamano H. Thermophysical properties of molten stainless steel containing 5% B4C[J]. Nuclear Technology, 2019, 205(9): 1154-1163. |
| [1] | Shi-jie JIANG, Shu-guang LI, Zi-zhao XU, Fei WANG. Static Mechanical Properties of Green Compact Specimens Fabricated by Metal Material Extrusion [J]. Journal of Northeastern University(Natural Science), 2025, 46(9): 95-101. |
| [2] | LUO Zhong, SHI Bao-long, ZHANG Xiao-xia, WU Fa-yong. Variation Law of Preload of Bolted Joint in Tightening Process [J]. Journal of Northeastern University(Natural Science), 2023, 44(2): 215-222. |
| [3] | WANG Hai-ying, LI Ya-ning, ZHOU Chang, WANG Lin. Cognitive Experimental Research on Anti-sense Signs [J]. Journal of Northeastern University Natural Science, 2019, 40(7): 1056-1060. |
| [4] | YANG Jia, WANG Lian-guang, HOU Wen-yu. Flexural Performance of Damaged Prestressed Reinforced Concrete Beams Strengthened with Near Surface Mounted CFRP Strips [J]. Journal of Northeastern University Natural Science, 2019, 40(4): 590-595. |
| [5] | YAN Bao-xu, ZHU Wan-cheng, HOU Chen, JIA Han-wen. A Comparative Study on the Stress Distribution in Mine Backfill Through Theoretical and Numerical Analysis [J]. Journal of Northeastern University Natural Science, 2019, 40(12): 1773-1778. |
| [6] | XU Shuai, AN Long, LI Yuan-hui, LU Dong. Multi-method Based Optimization of Crown Pillar Thickness from Open Pit to Underground [J]. Journal of Northeastern University Natural Science, 2018, 39(8): 1181-1186. |
| [7] | WANG Xiao-dong, FU Qiang, YI Shu, LI He. Experimental Investigation of Operating Characteristics of Ejector in Steam Jet Refrigeration System [J]. Journal of Northeastern University Natural Science, 2017, 38(12): 1744-1747. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||