东北大学学报(自然科学版) ›› 2024, Vol. 45 ›› Issue (11): 1579-1586.DOI: 10.12068/j.issn.1005-3026.2024.11.008
温雪龙( ), 张文波, 巩亚东, 李俊鹏
), 张文波, 巩亚东, 李俊鹏
收稿日期:2023-05-31
出版日期:2024-11-15
发布日期:2025-02-24
通讯作者:
温雪龙
作者简介:温雪龙(1985-),男,辽宁沈阳人,东北大学副教授基金资助:
Xue-long WEN(), Wen-bo ZHANG, Ya-dong GONG, Jun-peng LI
Received:2023-05-31
Online:2024-11-15
Published:2025-02-24
Contact:
Xue-long WEN
About author:WEN Xue-long, E-mail:wenxl@me.neu.edu.cn摘要:
通过对高熵合金进行三维槽铣和侧铣的铣削力仿真分析,研究了不同加工参数对铣削力的影响规律.针对FeCoNiCrAl0.1,FeCoNiCrAl0.5,FeCoNiCrMo0.1三种铸态高熵合金设计正交与单因素铣削实验,通过测量实验中的铣削力,探讨了不同加工方式、铣削参数、刀具和不同元素成分及含量对铣削力的影响规律.仿真及实验结果表明:随着铣削速度的增加,铣削深度和进给速度的减小,槽铣和侧铣的铣削力都减小,相同加工参数下槽铣的铣削切向力和法向力分别比侧铣高404.30%和761.06%. Al元素含量高的高熵合金铣削力大.HMX涂层刀具的铣削力小于SGS涂层刀具,铣削力平均降低10.6%.实验结果为高熵合金的高效加工提供了理论参考.
中图分类号:
温雪龙, 张文波, 巩亚东, 李俊鹏. FeCoNiCr系高熵合金铣削力仿真与实验研究[J]. 东北大学学报(自然科学版), 2024, 45(11): 1579-1586.
Xue-long WEN, Wen-bo ZHANG, Ya-dong GONG, Jun-peng LI. Simulation and Experimental Study on Milling Force of FeCoNiCr High Entropy Alloy[J]. Journal of Northeastern University(Natural Science), 2024, 45(11): 1579-1586.
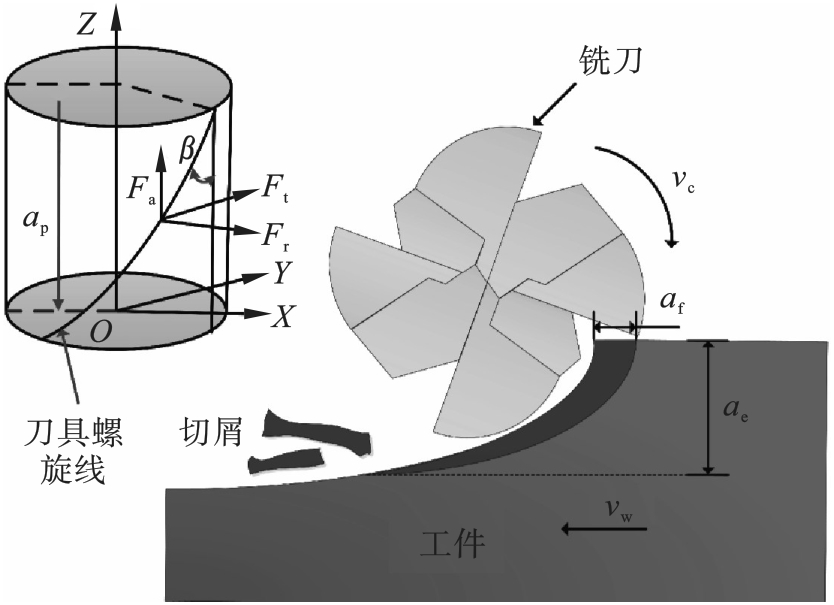
图1 铣削过程示意图
Fig.1 Diagram of the milling process
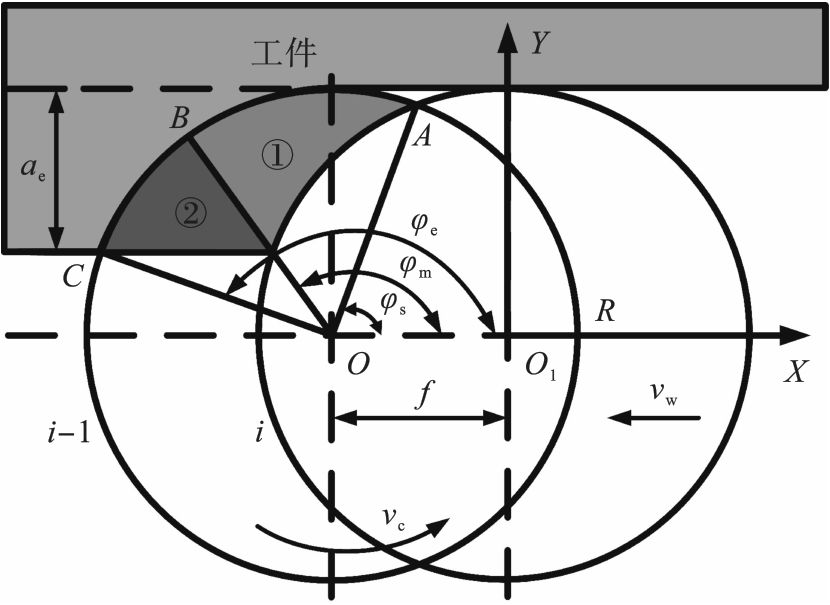
图2 瞬时铣削厚度模型
Fig.2 Instantaneous milling thickness model
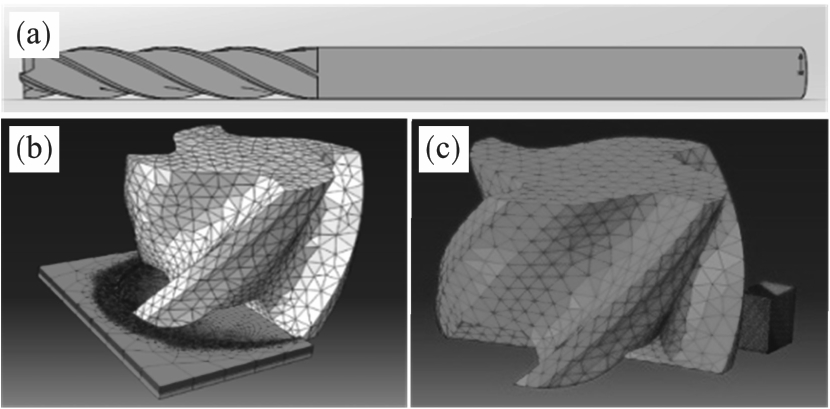
图3 铣削仿真的几何模型(a)—铣刀模型; (b)—槽铣模型; (c)—侧铣模型.
Fig.3 Geometric model of milling simulation
| 实验 | vw/(mm·min-1) | vc/(m·min-1) | ap/mm | ||
|---|---|---|---|---|---|
铣削深 度单因 素实验 | 100 | 75.4 | 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 | ||
铣削速 度单因 素实验 | 100 | 37.7 47.1 56.5 66.0 75.4 84.8 94.2 103.7 113.1 | 0.3 | ||
表1 单因素仿真实验参数 (parameters)
Table 1 Simulated single factor experiment
| 实验 | vw/(mm·min-1) | vc/(m·min-1) | ap/mm | ||
|---|---|---|---|---|---|
铣削深 度单因 素实验 | 100 | 75.4 | 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 | ||
铣削速 度单因 素实验 | 100 | 37.7 47.1 56.5 66.0 75.4 84.8 94.2 103.7 113.1 | 0.3 | ||
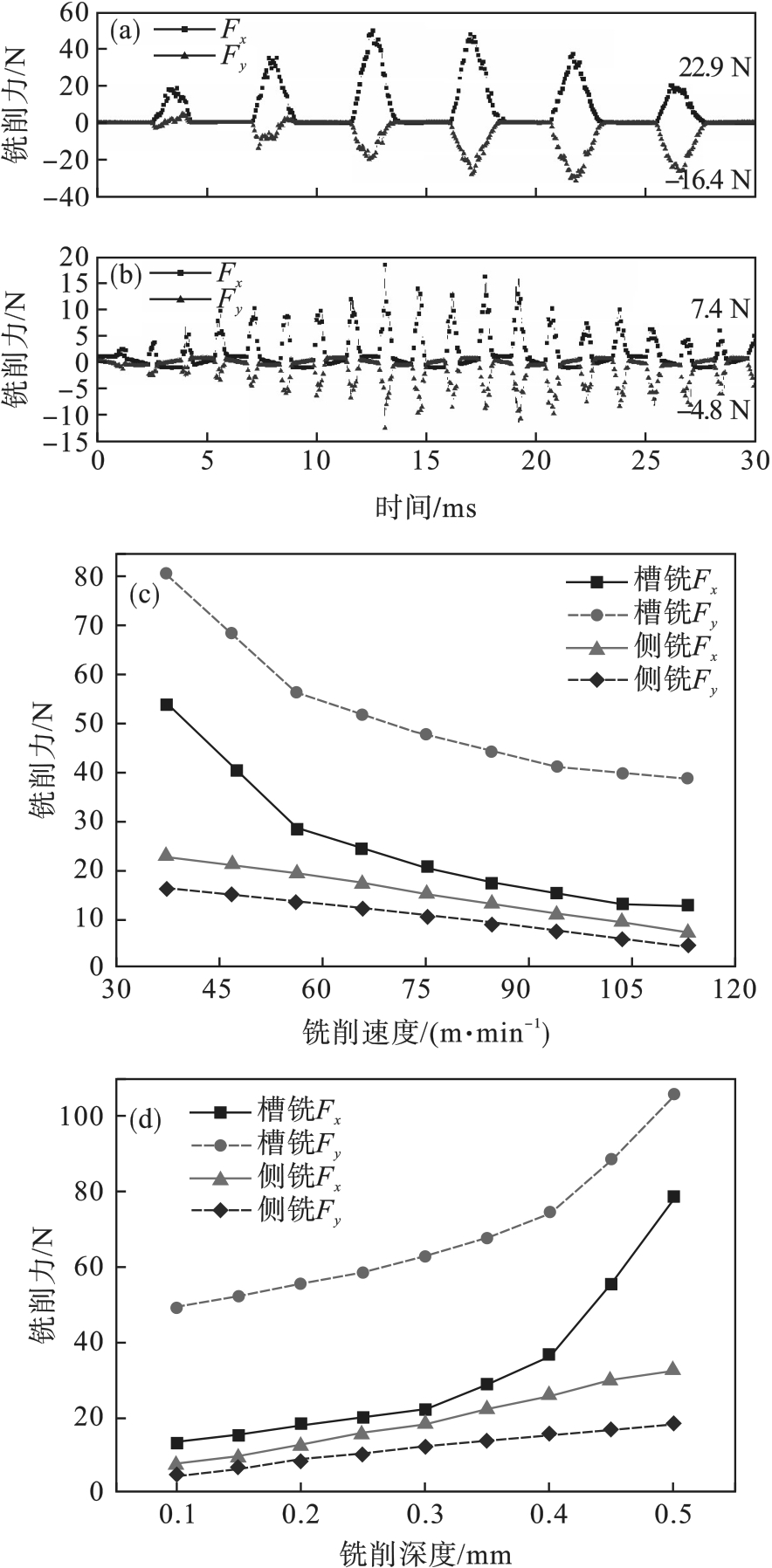
图4 铣削力随铣削参数的变化规律
Fig.4 Change of the milling force with milling
| 元素 | FeCoNiCrAl0.1 | FeCoNiCrAl0.5 | FeCoNiAlMo0.1 |
|---|---|---|---|
| Fe | 24.47 | 23.36 | 23.75 |
| Co | 25.85 | 24.64 | 25.05 |
| Ni | 25.72 | 24.56 | 24.96 |
| Cr | 22.79 | 21.75 | 22.11 |
| Al | 1.18 | 5.65 | — |
| Mo | — | — | 4.08 |
表2 原子质量比 (%)
Table 2 Atomic mass ratio
| 元素 | FeCoNiCrAl0.1 | FeCoNiCrAl0.5 | FeCoNiAlMo0.1 |
|---|---|---|---|
| Fe | 24.47 | 23.36 | 23.75 |
| Co | 25.85 | 24.64 | 25.05 |
| Ni | 25.72 | 24.56 | 24.96 |
| Cr | 22.79 | 21.75 | 22.11 |
| Al | 1.18 | 5.65 | — |
| Mo | — | — | 4.08 |
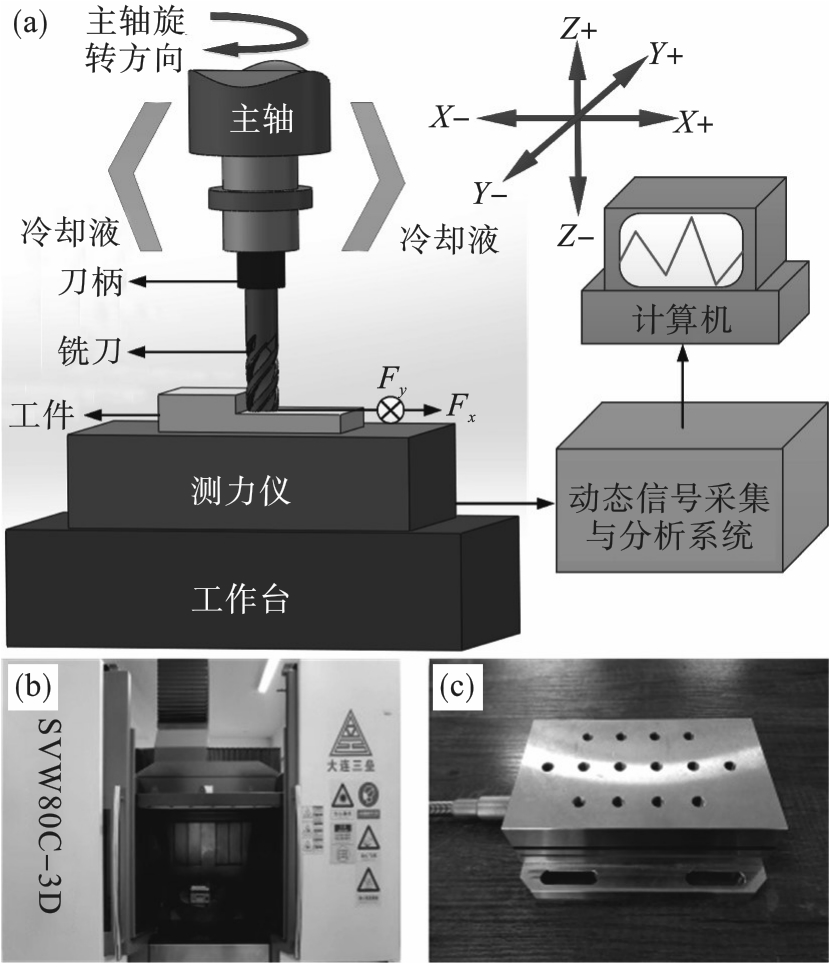
图5 实验设备(a)—实验系统简图; (b)—SVW80C-3D加工中心;(c)—Kistler测力仪.
Fig.5 Experimental equipment
| 型号 | 涂层 | 刃长H | 刃径D | 总长L |
|---|---|---|---|---|
| HMX | 超晶纳米涂层 | 20 | 6 | 50 |
| SGS | Ti-NAMITE-X | 25 | 6 | 58 |
表3 铣刀参数 (mm)
Table 3 Cutter parameters
| 型号 | 涂层 | 刃长H | 刃径D | 总长L |
|---|---|---|---|---|
| HMX | 超晶纳米涂层 | 20 | 6 | 50 |
| SGS | Ti-NAMITE-X | 25 | 6 | 58 |
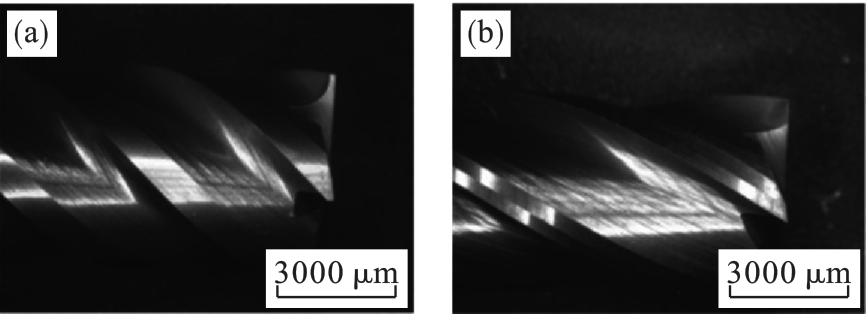
图6 实验刀具(a)—HMX涂层刀具; (b)—SGS涂层刀具.
Fig.6 Experimental tool

图7 工作平台(a)—槽铣实验平台; (b)—侧铣实验平台.
Fig.7 Work platform
| 参数 | 水平 |
|---|---|
| vc/(m·min-1) | 37.7 56.5 75.4 94.2 113.1 |
| vw/(mm·min-1) | 30 60 90 120 150 |
| ap/mm | 0.1 0.2 0.4 0.6 0.8 |
表4 槽铣正交参数
Table 4 Slot milling orthogonal parametes
| 参数 | 水平 |
|---|---|
| vc/(m·min-1) | 37.7 56.5 75.4 94.2 113.1 |
| vw/(mm·min-1) | 30 60 90 120 150 |
| ap/mm | 0.1 0.2 0.4 0.6 0.8 |
| 参数 | 水平 |
|---|---|
| vc/(m·min-1) | 37.7 56.5 75.4 94.2 113.1 |
| vw/(mm·min-1) | 30 60 90 120 150 |
| ap/mm | 0.1 0.2 0.4 0.6 0.8 |
表5 侧铣正交参数
Table 5 Side milling orthogonal parameters
| 参数 | 水平 |
|---|---|
| vc/(m·min-1) | 37.7 56.5 75.4 94.2 113.1 |
| vw/(mm·min-1) | 30 60 90 120 150 |
| ap/mm | 0.1 0.2 0.4 0.6 0.8 |
| vc/(m·min-1) | vw/(mm·min-1) | ap/mm |
|---|---|---|
37.7 45.2 52.8 60.3 67.9 75.4 82.9 90.5 98.0 105.6 | 90 | 0.25 |
| 67.9 | 30 45 60 75 90 105 120 135 150 165 | 0.25 |
| 67.9 | 90 | 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5 |
表6 侧铣单因素参数(ae=3 mm)
Table 6 Side milling single factor parameters (ae=3 mm)
| vc/(m·min-1) | vw/(mm·min-1) | ap/mm |
|---|---|---|
37.7 45.2 52.8 60.3 67.9 75.4 82.9 90.5 98.0 105.6 | 90 | 0.25 |
| 67.9 | 30 45 60 75 90 105 120 135 150 165 | 0.25 |
| 67.9 | 90 | 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5 |
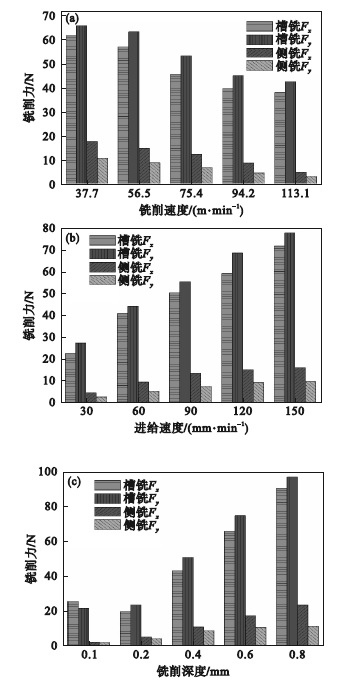
图8 铣削力随不同加工方式的变化规律
Fig.8 Changing law of the milling force with different
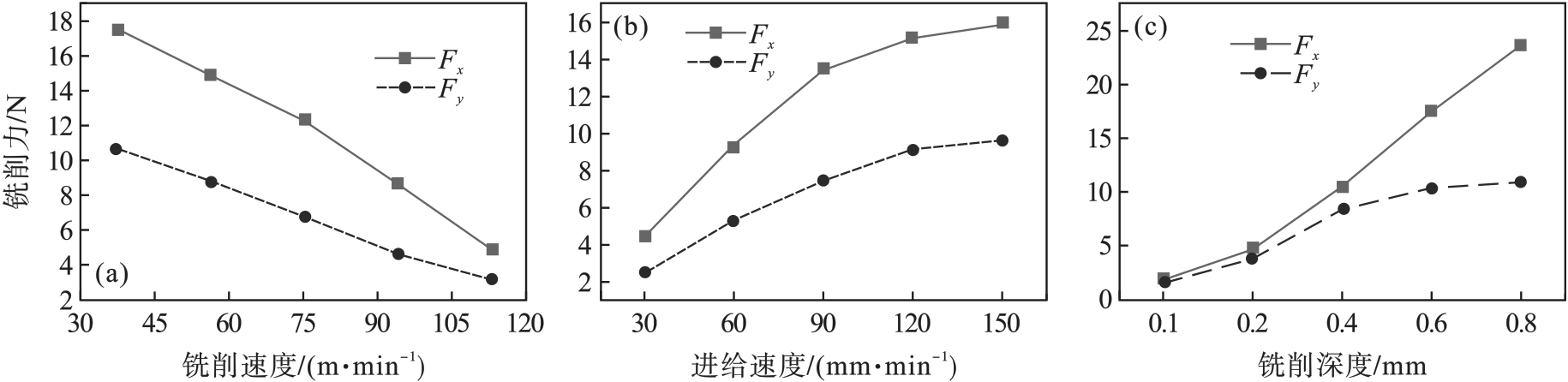
图9 铣削力随不同铣削参数的变化规律(a)—铣削速度对铣削力的影响; (b)—进给速度对铣削力的影响; (c)—铣削深度对铣削力的影响.
Fig.9 Law of the milling force with different milling parameters
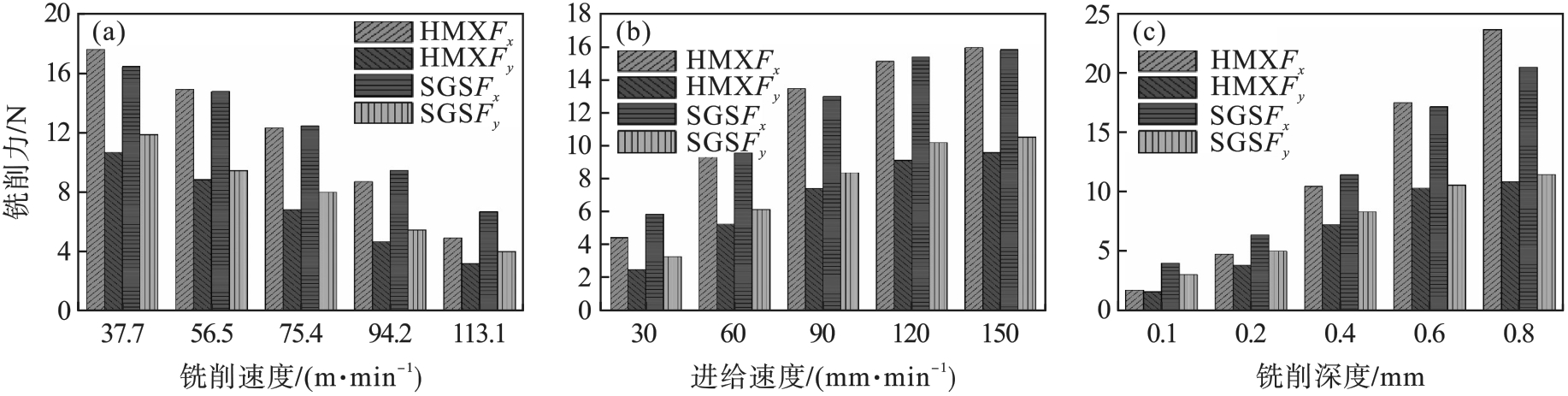
图10 不同涂层刀具的铣削力对比(a)—不同涂层刀具下铣削速度对铣削力的影响; (b)—不同涂层刀具下进给速度对铣削力的影响;(c)—不同涂层刀具下铣削深度对铣削力的影响.
Fig.10 Comparison of the milling forces of different coating tools
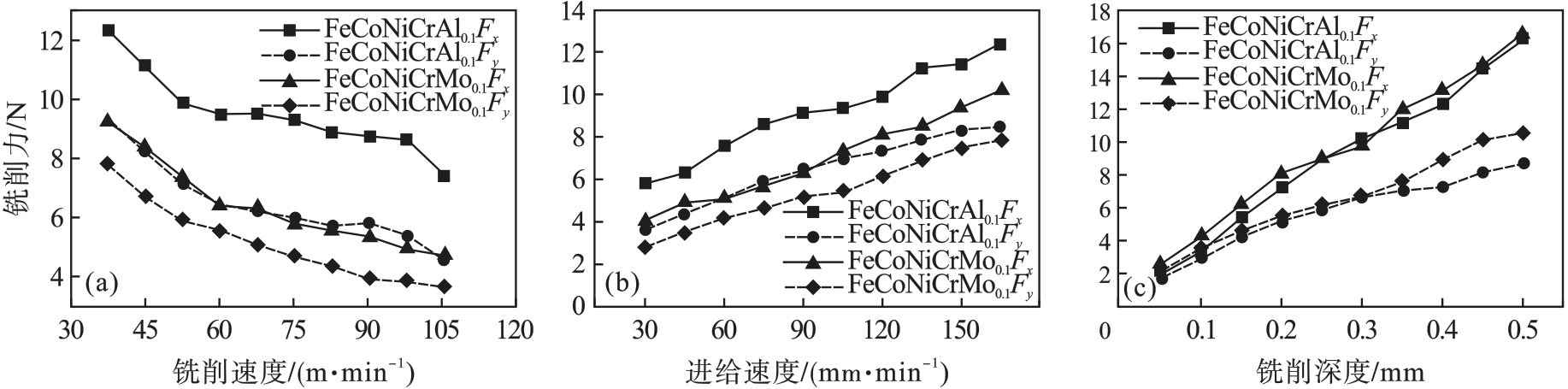
图11 不同元素下铣削力(a)—不同元素下铣削速度对铣削力的影响; (b)—不同元素下进给速度对铣削力的影响;(c)—不同元素下铣削深度对铣削力的影响.
Fig.11 Milling forces under different elements

图12 不同Al含量下铣削力(a)—不同Al含量下铣削速度对铣削力的影响; (b)—不同Al含量下进给速度对铣削力的影响;(c)—不同Al含量下铣削深度对铣削力的影响.
Fig.12 Milling forces with different Al contents
| 参数 | 数据点 | b0 | b1 | b2 | b3 | R2/% | F |
|---|---|---|---|---|---|---|---|
Al系Fx 优化前 Al系Fx 优化后 | 25 | 8.695 9 | 1.178 5 | 0.616 8 | -0.985 2 | 98.92 | 641.42 |
| 22 | 7.872 2 | 1.228 5 | 0.697 6 | -0.925 9 | 99.13 | 758.09 | |
Al系Fy 优化前 Al系Fy 优化后 | 25 | 7.228 6 | 0.870 4 | 0.706 9 | -0.945 8 | 99.07 | 742.11 |
| 23 | 7.313 0 | 0.868 2 | 0.696 8 | -0.952 8 | 99.36 | 980.36 |
表7 显著性检验
Table 7 Significance test
| 参数 | 数据点 | b0 | b1 | b2 | b3 | R2/% | F |
|---|---|---|---|---|---|---|---|
Al系Fx 优化前 Al系Fx 优化后 | 25 | 8.695 9 | 1.178 5 | 0.616 8 | -0.985 2 | 98.92 | 641.42 |
| 22 | 7.872 2 | 1.228 5 | 0.697 6 | -0.925 9 | 99.13 | 758.09 | |
Al系Fy 优化前 Al系Fy 优化后 | 25 | 7.228 6 | 0.870 4 | 0.706 9 | -0.945 8 | 99.07 | 742.11 |
| 23 | 7.313 0 | 0.868 2 | 0.696 8 | -0.952 8 | 99.36 | 980.36 |
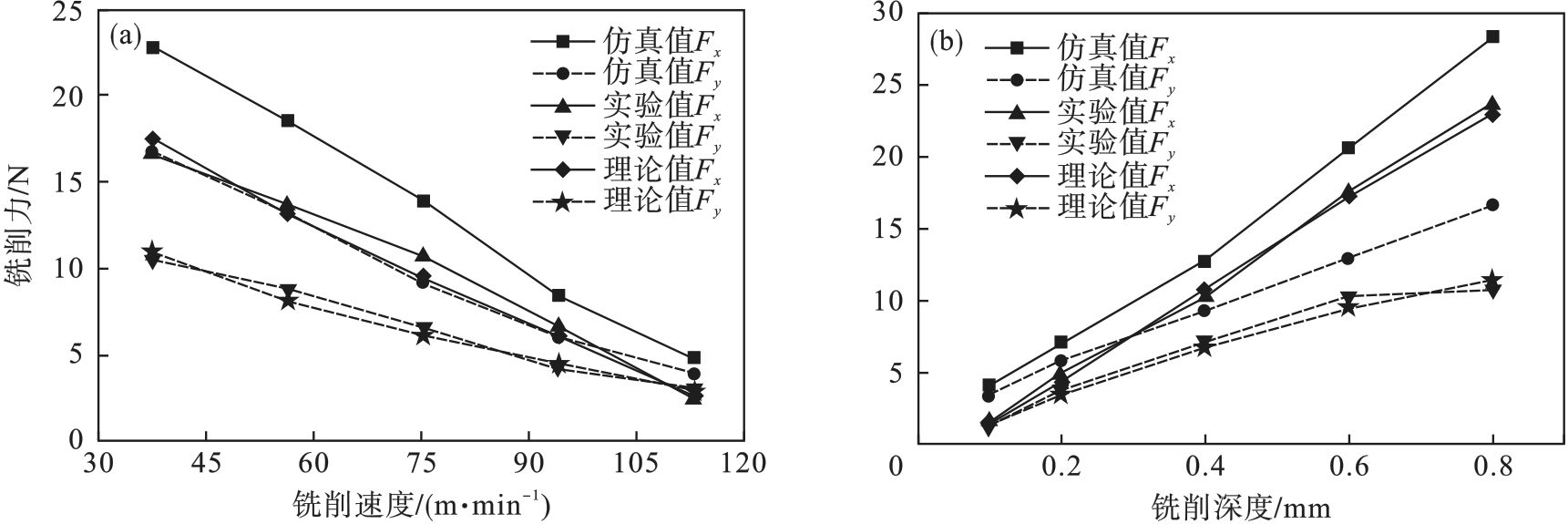
图13 仿真、理论模型验证(a)—切向力、法向力随铣削速度变化; (b)—切向力、法向力随铣削深度变化.
Fig.13 Simulated and theoretical model verification
| 1 | Sun J, Zhao W X, Yan P,et al.High temperature tensile properties of as‑cast and forged CrMnFeCoNi high entropy alloy[J].Materials Science and Engineering:A,2022,850:143570. |
| 2 | Xiang T, Zhao M, Du P,et al.Heat treatment effects on microstructure and mechanical properties of TiZrNbTa high‑entropy alloy[J].Journal of Alloys and Compounds,2023,930:167408. |
| 3 | Kaushik L, Kim M S, Singh J,et al.Deformation mechanisms and texture evolution in high entropy alloy during cold rolling[J].International Journal of Plasticity,2021,141:102989. |
| 4 | Lee C F, Shun T T.Age heat treatment of Al0.5CoCrFe1.5NiTi0.5 high‑entropy alloy[J].Metals,2021,11(1):1416-1427. |
| 5 | Malatji N, Lengopeng T, Pityana S,et al.Effect of heat treatment on the microstructure,microhardness,and wear characteristics of AlCrFeCuNi high‑entropy alloy[J].The International Journal of Advanced Manufacturing Technology,2020,111(7):2021-2029. |
| 6 | Gökhan S, Motorcu A R, Nohutçu S.Single and multi‑objective optimization for cutting force and surface roughness in peripheral milling of Ti6Al4V using fixed and variable helix angle tools[J].Journal of Manufacturing Processes,2022,80:529-545. |
| 7 | Gaikhe V, Sahu J, Pawade R.Optimization of cutting parameters for cutting force minimization in helical ball end milling of inconel 718 by using genetic algorithm[J].Procedia CIRP,2018,77:477-480. |
| 8 | 王振宇,张荣闯,于天彪.圆柱直齿轮铣削加工无干涉刀具路径规划[J].东北大学学报(自然科学版),2022,43(7):988-995. |
| Wang Zhen‑yu, Zhang Rong‑chuang, Yu Tian‑biao.Interference‑free tool path generation for milling of spur gears[J].Journal of Northeastern University (Natural Science),2022,43(7):988-995. | |
| 9 | 贾东洲,李长河,张彦彬,等.钛合金生物润滑剂电牵引磨削性能及表面形貌评价[J].机械工程学报,2022,58(5):198-211. |
| Jia Dong‑zhou, Li Chang‑he, Zhang Yan‑bin,et al.Grinding performance and surface morphology evaluation of titanium alloy using electric traction bio micro lubricant[J].Journal of Mechanical Engineering,2022,58(5):198-211. | |
| 10 | 许文昊,李长河,张彦彬,等.静电雾化微量润滑研究进展与应用[J].机械工程学报,2023,59(7):110-138. |
| Xu Wen‑hao, Li Chang‑he, Zhang Yan‑bin,et al.Research progress and application of electrostatic atomization minimum quantity lubrication[J].Journal of Mechanical Engineering,2023,59(7):110-138. | |
| 11 | Zhou R H.Analytical model of milling forces prediction in five‑axis milling process[J].The International Journal of Advanced Manufacturing Technology,2020,111(9):3045-3054. |
| 12 | 邓云飞,张永,吴华鹏,等.6061-T651铝合金动态力学性能及J-C本构模型的修正[J].机械工程学报,2020,56(20):74-81. |
| Deng Yun‑fei, Zhang Yong, Wu Hua‑peng,et al.Dynamic mechanical properties and modification of J-C constitutive model of 6061-T651 aluminum alloy[J].Journal of Mechanical Engineering,2020,56(20):74-81. |
| [1] | 王海芳, 乔鼎杰, 吴天浩, 黄鹏. 基于改进VINS-Mono算法的状态估计方法[J]. 东北大学学报(自然科学版), 2024, 45(9): 1287-1293. |
| [2] | 赵英博, 修世超, 洪远, 步新宇. 户外型AGV越障仿真方法与实验研究[J]. 东北大学学报(自然科学版), 2024, 45(8): 1107-1114. |
| [3] | 傅大学, 狄跃忠, 王耀武. 基于床层传热的皮江法炼镁过程优化[J]. 东北大学学报(自然科学版), 2024, 45(4): 523-529. |
| [4] | 周云光, 王书海, 陈晗, 李明. 精密车削镍基单晶高温合金去除机理仿真与实验[J]. 东北大学学报(自然科学版), 2024, 45(10): 1452-1458. |
| [5] | 侯鹏帅, 周大鹏, 杨大鹏, 陈杰. 基于多传感器融合的无人舰载机舰面定位研究[J]. 东北大学学报(自然科学版), 2024, 45(1): 1-9. |
| [6] | 杨欣, 樊振刚, 张根保, 冉琰. 数控转台蜗轮转动元动作的热变形有限元分析[J]. 东北大学学报(自然科学版), 2024, 45(1): 76-84. |
| [7] | 张家豪, 邹平, 魏事宇, 梁付强. 单激励三维超声车削加工技术的实验研究[J]. 东北大学学报(自然科学版), 2023, 44(8): 1152-1159. |
| [8] | 于长永,赵楚,马海涛刘晓寒, 邹平, 曲圆辉, 方立廷. 提升304不锈钢加工表面的单激励三维振动切削装置设计[J]. 东北大学学报(自然科学版), 2023, 44(6): 816-823. |
| [9] | 饶红艳, 王少杰, 侯亮, 苏德赢. 基于改进粒子群优化算法的混凝土泵车全局功率匹配[J]. 东北大学学报(自然科学版), 2023, 44(6): 840-848. |
| [10] | 黄贤振, 栾晓刚, 朱丽莎, 刘慧珍. 基于双向流固耦合的锥阀阀芯位移可靠性分析[J]. 东北大学学报(自然科学版), 2023, 44(5): 667-673. |
| [11] | 温雪龙, 王承宝, 刘文博, 任海洋. 选区激光熔化FeCoNiCr系高熵合金微观组织的实验研究[J]. 东北大学学报(自然科学版), 2023, 44(4): 536-543. |
| [12] | 罗忠, 吴东泽, 李雷, 葛长闯. 转子系统动力学仿真平台设计与实验验证[J]. 东北大学学报(自然科学版), 2023, 44(3): 375-381. |
| [13] | 卢晓红, 顾瀚, 丛晨, 阮飞翔. Inconel 718介观尺度薄壁件微铣削力预测[J]. 东北大学学报(自然科学版), 2023, 44(2): 242-250. |
| [14] | 耿健, 王晓冬, 郭美如, 黄海龙. 流量计法测量微型溅射离子泵抽速的方法[J]. 东北大学学报(自然科学版), 2022, 43(9): 1298-1305. |
| [15] | 王海芳, 崔阳阳, 李鸣飞, 李广宇. 基于改进RRT*FN的移动机器人路径规划算法[J]. 东北大学学报(自然科学版), 2022, 43(9): 1217-1225. |
| 阅读次数 | ||||||
|
全文 |
|
|||||
|
摘要 |
|
|||||