Journal of Northeastern University(Natural Science) ›› 2025, Vol. 46 ›› Issue (11): 82-89.DOI: 10.12068/j.issn.1005-3026.2025.20240042
• Mechanical Engineering • Previous Articles Next Articles
Shi-jie JIANG1,2( ), Fei WANG1, Shu-guang LI1, Zi-zhao XU1
), Fei WANG1, Shu-guang LI1, Zi-zhao XU1
Received:2024-03-04
Online:2025-11-15
Published:2026-02-07
Contact:
Shi-jie JIANG
CLC Number:
Shi-jie JIANG, Fei WANG, Shu-guang LI, Zi-zhao XU. Surface Roughness of 17-4PH Products by Metal Fused Filament Fabrication[J]. Journal of Northeastern University(Natural Science), 2025, 46(11): 82-89.
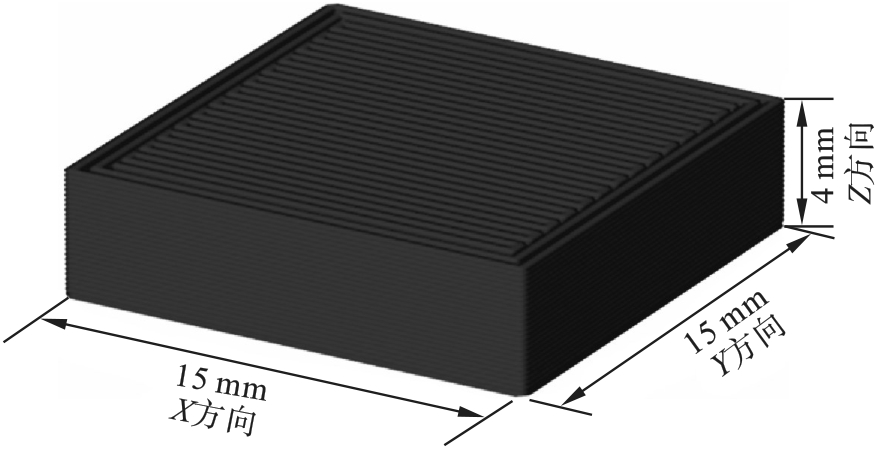
Fig.1 Schematic diagram of sample
| 编码 | 因素 | |||
|---|---|---|---|---|
| 熔融温度A/℃ | 成型速度B/(mm·s-1) | 挤出倍率C/% | 层高D/mm | |
| -1 | 230 | 15 | 100 | 0.10 |
| 0 | 240 | 20 | 110 | 0.15 |
| 1 | 250 | 25 | 120 | 0.20 |
Table 1 Design factor levels and coding
| 编码 | 因素 | |||
|---|---|---|---|---|
| 熔融温度A/℃ | 成型速度B/(mm·s-1) | 挤出倍率C/% | 层高D/mm | |
| -1 | 230 | 15 | 100 | 0.10 |
| 0 | 240 | 20 | 110 | 0.15 |
| 1 | 250 | 25 | 120 | 0.20 |
样件 (i=1~3) | 熔融温度A/℃ | 成型速度 B/(mm•s-1) | 挤出倍率C/% | 层高 D/mm | 喷嘴直径/mm | 填充率/% | 床温/℃ | 沉积角度/(°) |
|---|---|---|---|---|---|---|---|---|
A230 i A240 i A250 i | 230 240 250 | 20 20 20 | 100 100 100 100 100 100 100 100 100 | 0.15 0.15 0.15 | 0.48 0.48 0.48 0.48 0.48 0.48 0.48 0.48 0.48 | 100 100 100 100 100 100 100 100 100 | 90 90 90 90 90 90 90 90 90 | 0 0 0 0 0 0 0 0 0 |
B15 i B20 i B25 i | 230 230 230 | 15 20 25 | 0.15 0.15 0.15 | |||||
D0.1 i D0.15 i D0.2 i | 230 230 230 | 20 20 20 | 0.10 0.15 0.20 |
Table 2 Process parameters for sintered samples
样件 (i=1~3) | 熔融温度A/℃ | 成型速度 B/(mm•s-1) | 挤出倍率C/% | 层高 D/mm | 喷嘴直径/mm | 填充率/% | 床温/℃ | 沉积角度/(°) |
|---|---|---|---|---|---|---|---|---|
A230 i A240 i A250 i | 230 240 250 | 20 20 20 | 100 100 100 100 100 100 100 100 100 | 0.15 0.15 0.15 | 0.48 0.48 0.48 0.48 0.48 0.48 0.48 0.48 0.48 | 100 100 100 100 100 100 100 100 100 | 90 90 90 90 90 90 90 90 90 | 0 0 0 0 0 0 0 0 0 |
B15 i B20 i B25 i | 230 230 230 | 15 20 25 | 0.15 0.15 0.15 | |||||
D0.1 i D0.15 i D0.2 i | 230 230 230 | 20 20 20 | 0.10 0.15 0.20 |
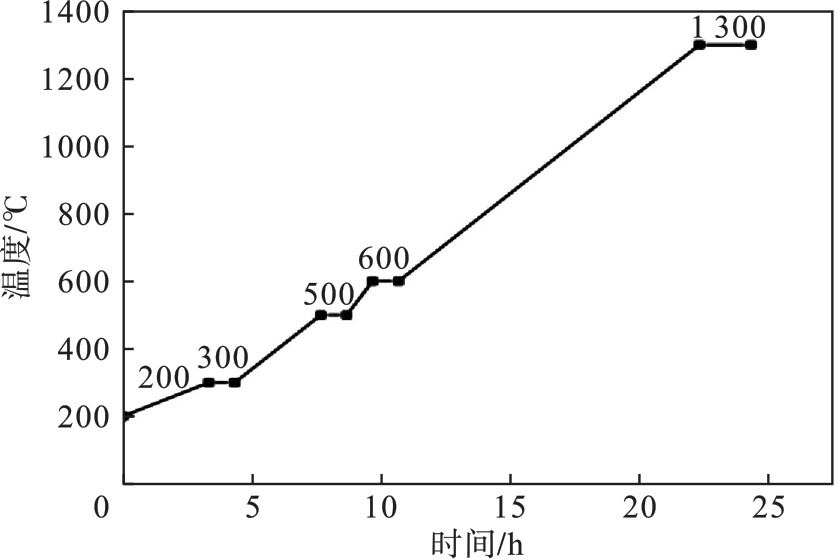
Fig.2 Thermal debinding-sintering heating curve
Fig.3 Surface roughness testing equipment
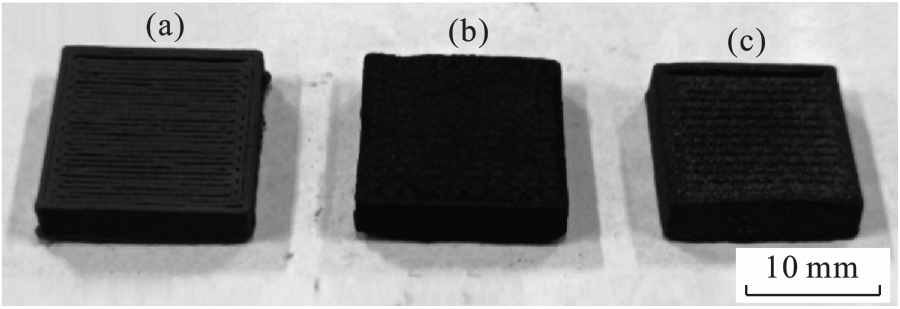
Fig.4 Examples of green/debinded/sintered sample
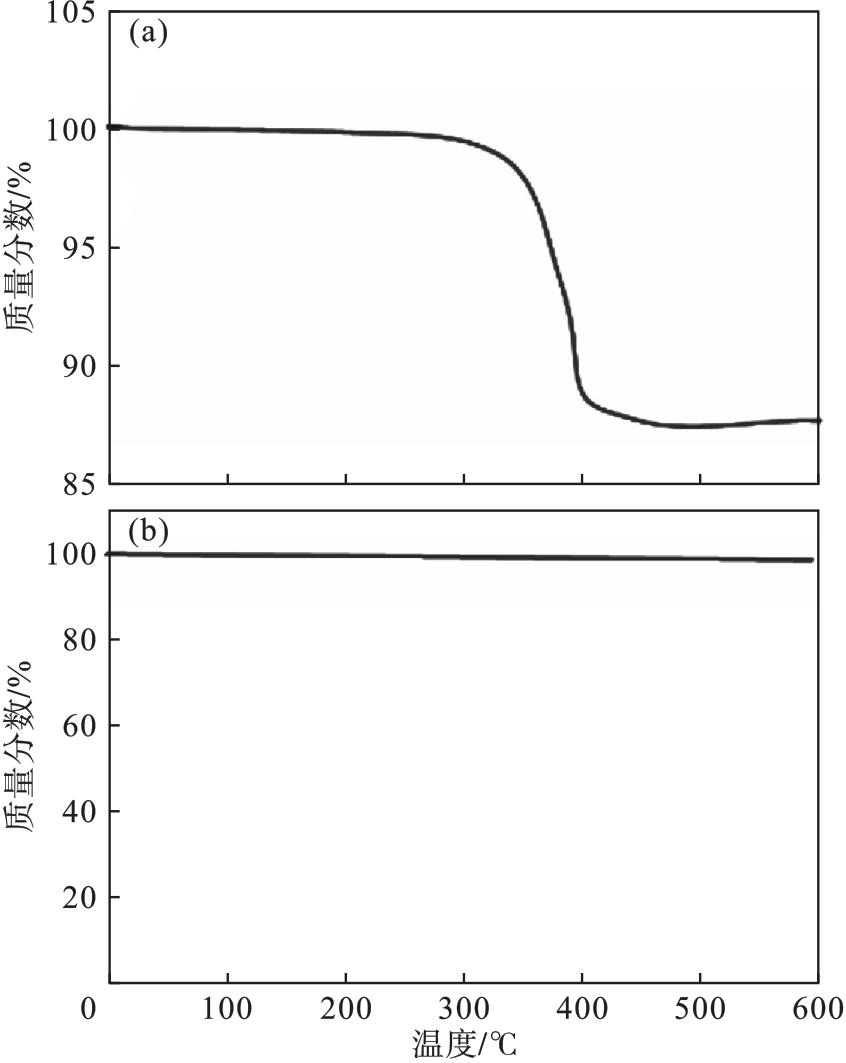
Fig.5 Thermogravimetric analysis of green/debinded sample
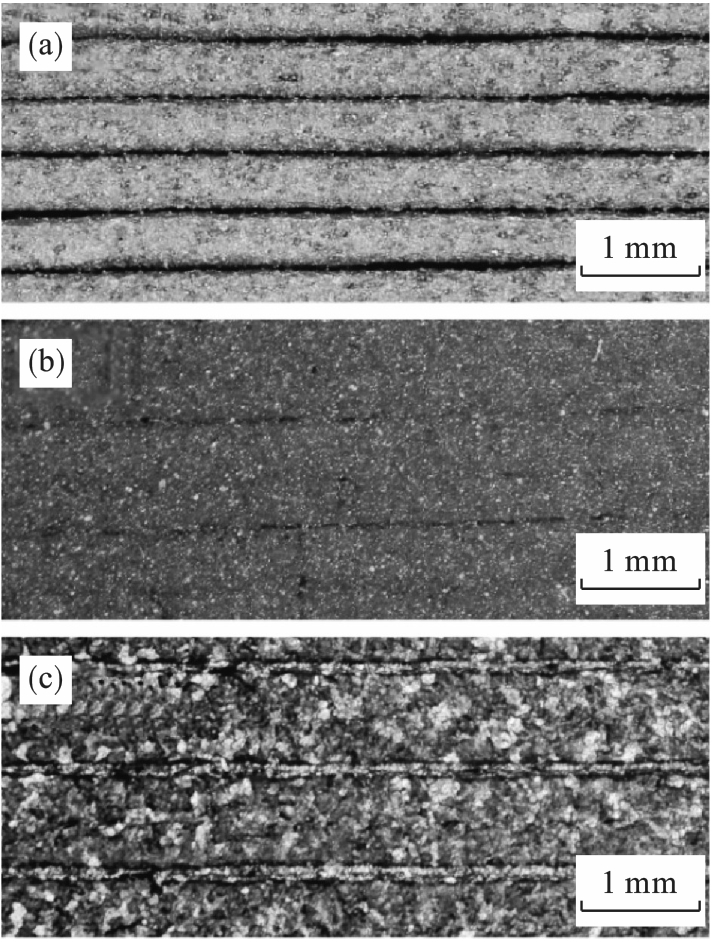
Fig.6 Microstructure of green/debinded/sintered sample
| 组别 | 因素 | 垂直纤维长度方向表面粗糙度 Ra1V/µm | 平行纤维长度方向表面粗糙度 Ra1P/µm | |||
|---|---|---|---|---|---|---|
| 熔融温度A/℃ | 成型速度B/(mm·s-1) | 挤出倍率C/% | 层高D/mm | |||
| 1 | 0 | 0 | 0 | 0 | 3.71 | 2.43 |
| 2 | 0 | 1 | -1 | 0 | 12.42 | 6.34 |
| 3 | 0 | 1 | 0 | -1 | 5.91 | 4.95 |
| 4 | 0 | 0 | 0 | 0 | 5.29 | 2.49 |
| 5 | 0 | 0 | 1 | -1 | 2.09 | 1.54 |
| 6 | 0 | 1 | 1 | 0 | 1.71 | 1.32 |
| 7 | 1 | 1 | 0 | 0 | 3.92 | 1.75 |
| 8 | -1 | 0 | -1 | 0 | 10.07 | 3.84 |
| 9 | -1 | 0 | 0 | 1 | 6.01 | 2.17 |
| 10 | 0 | -1 | 0 | 1 | 8.57 | 1.56 |
| 11 | -1 | 0 | 1 | 0 | 2.46 | 1.42 |
| 12 | 1 | 0 | 0 | 1 | 6.64 | 3.25 |
| 13 | 0 | -1 | -1 | 0 | 9.65 | 6.34 |
| 14 | -1 | 0 | 0 | -1 | 5.71 | 4.18 |
| 15 | 0 | 0 | 1 | 1 | 3.44 | 1.34 |
| 16 | 0 | 1 | 0 | 1 | 8.52 | 3.55 |
| 17 | -1 | 1 | 0 | 0 | 4.56 | 2.69 |
| 18 | -1 | -1 | 0 | 0 | 5.88 | 3.70 |
| 19 | 0 | -1 | 1 | 0 | 6.27 | 1.45 |
| 20 | 0 | 0 | 0 | 0 | 6.78 | 2.24 |
| 21 | 0 | 0 | 0 | 0 | 6.09 | 2.22 |
| 22 | 1 | -1 | 0 | 0 | 7.95 | 1.48 |
| 23 | 0 | 0 | -1 | 1 | 12.06 | 6.45 |
| 24 | 0 | -1 | 0 | -1 | 5.94 | 1.50 |
| 25 | 0 | 0 | -1 | -1 | 9.36 | 5.06 |
| 26 | 1 | 0 | 1 | 0 | 5.57 | 2.45 |
| 27 | 0 | 0 | 0 | 0 | 6.20 | 1.23 |
| 28 | 1 | 0 | 0 | -1 | 6.05 | 1.53 |
| 29 | 1 | 0 | -1 | 0 | 10.22 | 2.53 |
Table 3 Surface roughness of green samples
| 组别 | 因素 | 垂直纤维长度方向表面粗糙度 Ra1V/µm | 平行纤维长度方向表面粗糙度 Ra1P/µm | |||
|---|---|---|---|---|---|---|
| 熔融温度A/℃ | 成型速度B/(mm·s-1) | 挤出倍率C/% | 层高D/mm | |||
| 1 | 0 | 0 | 0 | 0 | 3.71 | 2.43 |
| 2 | 0 | 1 | -1 | 0 | 12.42 | 6.34 |
| 3 | 0 | 1 | 0 | -1 | 5.91 | 4.95 |
| 4 | 0 | 0 | 0 | 0 | 5.29 | 2.49 |
| 5 | 0 | 0 | 1 | -1 | 2.09 | 1.54 |
| 6 | 0 | 1 | 1 | 0 | 1.71 | 1.32 |
| 7 | 1 | 1 | 0 | 0 | 3.92 | 1.75 |
| 8 | -1 | 0 | -1 | 0 | 10.07 | 3.84 |
| 9 | -1 | 0 | 0 | 1 | 6.01 | 2.17 |
| 10 | 0 | -1 | 0 | 1 | 8.57 | 1.56 |
| 11 | -1 | 0 | 1 | 0 | 2.46 | 1.42 |
| 12 | 1 | 0 | 0 | 1 | 6.64 | 3.25 |
| 13 | 0 | -1 | -1 | 0 | 9.65 | 6.34 |
| 14 | -1 | 0 | 0 | -1 | 5.71 | 4.18 |
| 15 | 0 | 0 | 1 | 1 | 3.44 | 1.34 |
| 16 | 0 | 1 | 0 | 1 | 8.52 | 3.55 |
| 17 | -1 | 1 | 0 | 0 | 4.56 | 2.69 |
| 18 | -1 | -1 | 0 | 0 | 5.88 | 3.70 |
| 19 | 0 | -1 | 1 | 0 | 6.27 | 1.45 |
| 20 | 0 | 0 | 0 | 0 | 6.78 | 2.24 |
| 21 | 0 | 0 | 0 | 0 | 6.09 | 2.22 |
| 22 | 1 | -1 | 0 | 0 | 7.95 | 1.48 |
| 23 | 0 | 0 | -1 | 1 | 12.06 | 6.45 |
| 24 | 0 | -1 | 0 | -1 | 5.94 | 1.50 |
| 25 | 0 | 0 | -1 | -1 | 9.36 | 5.06 |
| 26 | 1 | 0 | 1 | 0 | 5.57 | 2.45 |
| 27 | 0 | 0 | 0 | 0 | 6.20 | 1.23 |
| 28 | 1 | 0 | 0 | -1 | 6.05 | 1.53 |
| 29 | 1 | 0 | -1 | 0 | 10.22 | 2.53 |
数据 来源 | 平方和 | 自由度 | 均方 | F值 | p值 |
|---|---|---|---|---|---|
| R2=0.91 | |||||
| 模型Ra1V | 193.93 | 14 | 13.85 | 10.61 | <0.000 1 |
A-熔融 温度 | 2.68 | 1 | 2.68 | 2.05 | 0.173 7 |
B-成型 速度 | 4.34 | 1 | 4.34 | 3.32 | 0.089 8 |
C-挤出 倍率 | 148.72 | 1 | 148.72 | 113.86 | <0.000 1 |
| D-层高 | 8.59 | 1 | 8.59 | 6.58 | 0.022 5 |
| AB | 1.83 | 1 | 1.83 | 1.40 | 0.256 3 |
| AC | 2.19 | 1 | 2.19 | 1.68 | 0.215 8 |
| AD | 0.02 | 1 | 0.02 | 0.02 | 0.902 5 |
| BC | 13.42 | 1 | 13.42 | 10.28 | 0.006 4 |
| BD | 0.000 1 | 1 | 0.000 1 | 0.000 1 | 0.993 5 |
| CD | 0.45 | 1 | 0.45 | 0.35 | 0.565 6 |
| A² | 0.12 | 1 | 0.12 | 0.09 | 0.767 4 |
| B² | 2.73 | 1 | 2.73 | 2.09 | 0.170 5 |
| C² | 8.59 | 1 | 8.59 | 6.58 | 0.022 5 |
| D² | 1.77 | 1 | 1.77 | 1.36 | 0.263 6 |
| 残差 | 18.29 | 14 | 1.31 | ||
| 失拟项 | 12.63 | 10 | 1.26 | 0.89 | 0.599 7 |
| 纯误差 | 5.66 | 4 | 1.41 | ||
Table 4 Analysis of variance and significance
数据 来源 | 平方和 | 自由度 | 均方 | F值 | p值 |
|---|---|---|---|---|---|
| R2=0.91 | |||||
| 模型Ra1V | 193.93 | 14 | 13.85 | 10.61 | <0.000 1 |
A-熔融 温度 | 2.68 | 1 | 2.68 | 2.05 | 0.173 7 |
B-成型 速度 | 4.34 | 1 | 4.34 | 3.32 | 0.089 8 |
C-挤出 倍率 | 148.72 | 1 | 148.72 | 113.86 | <0.000 1 |
| D-层高 | 8.59 | 1 | 8.59 | 6.58 | 0.022 5 |
| AB | 1.83 | 1 | 1.83 | 1.40 | 0.256 3 |
| AC | 2.19 | 1 | 2.19 | 1.68 | 0.215 8 |
| AD | 0.02 | 1 | 0.02 | 0.02 | 0.902 5 |
| BC | 13.42 | 1 | 13.42 | 10.28 | 0.006 4 |
| BD | 0.000 1 | 1 | 0.000 1 | 0.000 1 | 0.993 5 |
| CD | 0.45 | 1 | 0.45 | 0.35 | 0.565 6 |
| A² | 0.12 | 1 | 0.12 | 0.09 | 0.767 4 |
| B² | 2.73 | 1 | 2.73 | 2.09 | 0.170 5 |
| C² | 8.59 | 1 | 8.59 | 6.58 | 0.022 5 |
| D² | 1.77 | 1 | 1.77 | 1.36 | 0.263 6 |
| 残差 | 18.29 | 14 | 1.31 | ||
| 失拟项 | 12.63 | 10 | 1.26 | 0.89 | 0.599 7 |
| 纯误差 | 5.66 | 4 | 1.41 | ||
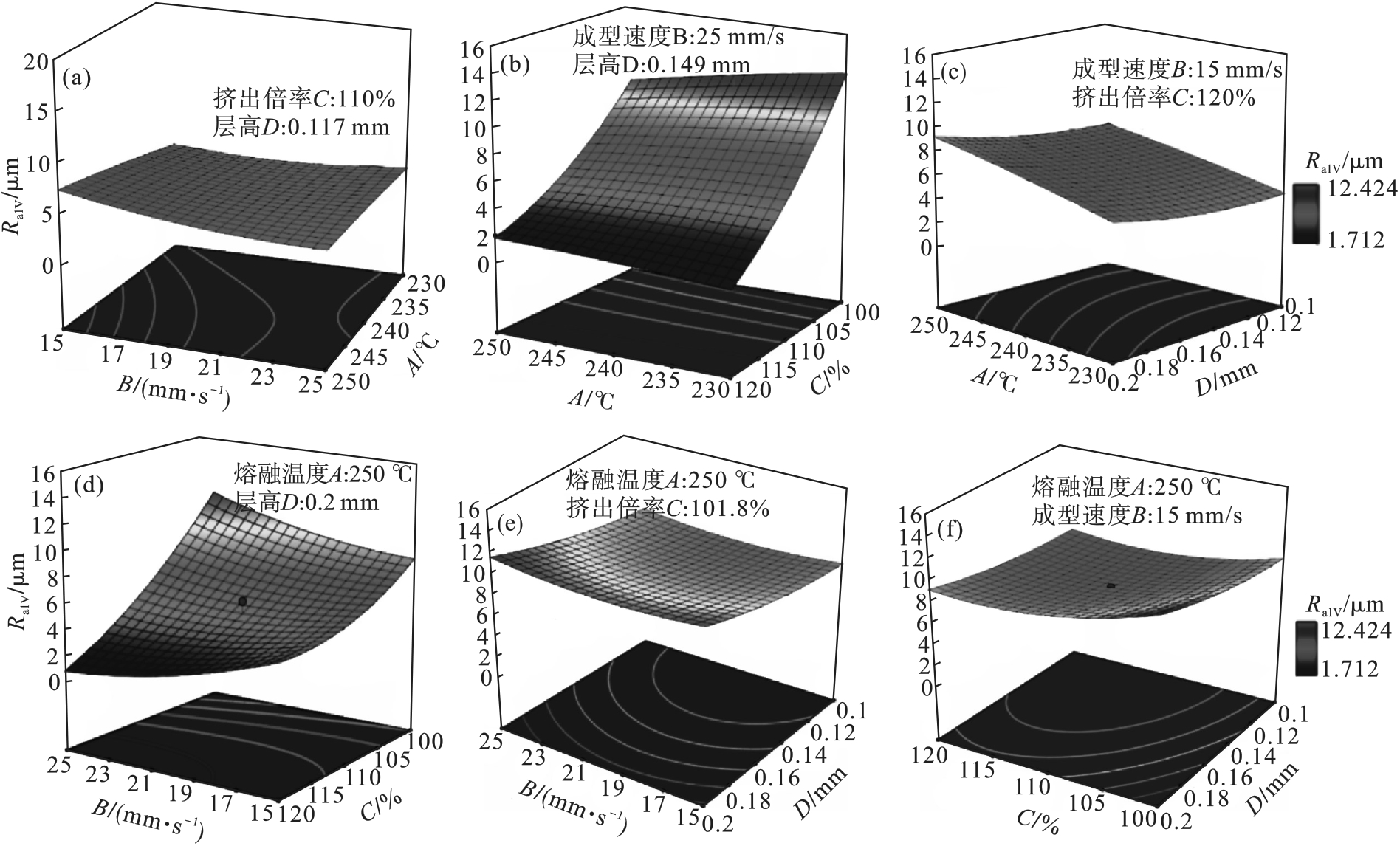
Fig.7 Influence of interaction between factors on Ra1V
| 数据来源 | 平方和 | 自由度 | 均方 | F值 | p值 |
|---|---|---|---|---|---|
| R2=0.92 | |||||
| 模型Ra1P | 99.91 | 14 | 7.14 | 11.50 | <0.000 1 |
A-熔融 温度 | 7.04 | 1 | 7.04 | 11.34 | 0.004 6 |
B-成型 速度 | 0.02 | 1 | 0.02 | 0.02 | 0.878 8 |
C-挤出 倍率 | 53.03 | 1 | 53.05 | 845.42 | <0.000 1 |
| D-层高 | 1.74 | 1 | 1.74 | 2.81 | 0.116 1 |
| AB | 0.41 | 1 | 0.41 | 0.67 | 0.428 5 |
| AC | 10.61 | 1 | 10.61 | 17.09 | 0.001 0 |
| AD | 3.49 | 1 | 3.49 | 5.62 | 0.032 7 |
| BC | 0.01 | 1 | 0.01 | 0.01 | 0.932 4 |
| BD | 10.43 | 1 | 10.43 | 16.80 | 0.001 1 |
| CD | 0.64 | 1 | 0.64 | 1.02 | 0.328 6 |
| A² | 0.03 | 1 | 0.03 | 0.04 | 0.837 3 |
| B² | 3.59 | 1 | 3.59 | 5.78 | 0.030 6 |
| C² | 7.47 | 1 | 7.47 | 12.03 | 0.003 8 |
| D² | 4.16 | 1 | 4.16 | 6.70 | 0.021 5 |
| 残差 | 8.69 | 14 | 0.62 | ||
| 失拟项 | 7.65 | 10 | 0.76 | 2.93 | 0.155 8 |
| 纯误差 | 1.04 | 4 | 0.26 | ||
Table 5 Analysis of variance and significance test
| 数据来源 | 平方和 | 自由度 | 均方 | F值 | p值 |
|---|---|---|---|---|---|
| R2=0.92 | |||||
| 模型Ra1P | 99.91 | 14 | 7.14 | 11.50 | <0.000 1 |
A-熔融 温度 | 7.04 | 1 | 7.04 | 11.34 | 0.004 6 |
B-成型 速度 | 0.02 | 1 | 0.02 | 0.02 | 0.878 8 |
C-挤出 倍率 | 53.03 | 1 | 53.05 | 845.42 | <0.000 1 |
| D-层高 | 1.74 | 1 | 1.74 | 2.81 | 0.116 1 |
| AB | 0.41 | 1 | 0.41 | 0.67 | 0.428 5 |
| AC | 10.61 | 1 | 10.61 | 17.09 | 0.001 0 |
| AD | 3.49 | 1 | 3.49 | 5.62 | 0.032 7 |
| BC | 0.01 | 1 | 0.01 | 0.01 | 0.932 4 |
| BD | 10.43 | 1 | 10.43 | 16.80 | 0.001 1 |
| CD | 0.64 | 1 | 0.64 | 1.02 | 0.328 6 |
| A² | 0.03 | 1 | 0.03 | 0.04 | 0.837 3 |
| B² | 3.59 | 1 | 3.59 | 5.78 | 0.030 6 |
| C² | 7.47 | 1 | 7.47 | 12.03 | 0.003 8 |
| D² | 4.16 | 1 | 4.16 | 6.70 | 0.021 5 |
| 残差 | 8.69 | 14 | 0.62 | ||
| 失拟项 | 7.65 | 10 | 0.76 | 2.93 | 0.155 8 |
| 纯误差 | 1.04 | 4 | 0.26 | ||
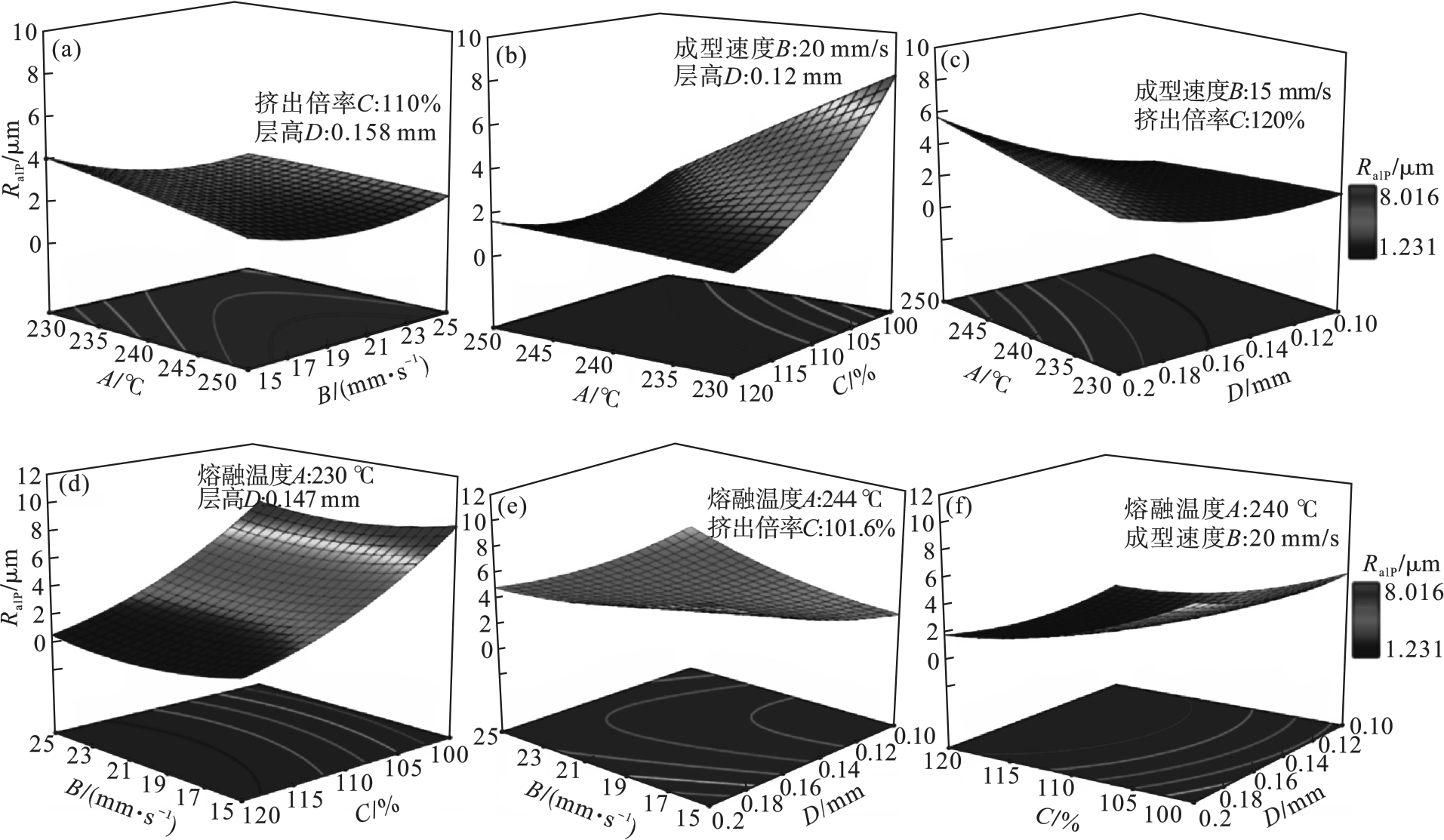
Fig.8 Influence of interaction between factors on Ra1P
| 参数 | 样件1 | 样件2 | 样件3 |
|---|---|---|---|
| Ra1V实验结果/µm | 1.62 | 1.64 | 1.69 |
| Ra1V理论结果/µm | 1.55 | 1.55 | 1.55 |
| Ra1V误差/% | 4.32 | 5.49 | 8.28 |
| Ra1P实验结果/µm | 1.36 | 1.41 | 1.39 |
| Ra1P理论结果/µm | 1.31 | 1.31 | 1.31 |
| Ra1P误差/% | 3.68 | 7.09 | 5.76 |
Table 6 Results of roughness verification experiment
| 参数 | 样件1 | 样件2 | 样件3 |
|---|---|---|---|
| Ra1V实验结果/µm | 1.62 | 1.64 | 1.69 |
| Ra1V理论结果/µm | 1.55 | 1.55 | 1.55 |
| Ra1V误差/% | 4.32 | 5.49 | 8.28 |
| Ra1P实验结果/µm | 1.36 | 1.41 | 1.39 |
| Ra1P理论结果/µm | 1.31 | 1.31 | 1.31 |
| Ra1P误差/% | 3.68 | 7.09 | 5.76 |
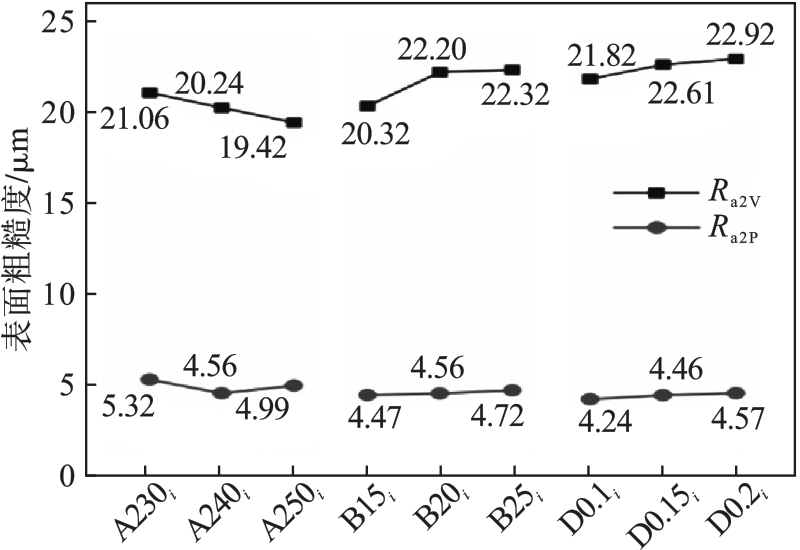
Fig.9 Surface roughness experiment results of sintered samples
| [1] | Léonard F, Tammas-Williams S. Metal FFF sintering shrinkage rate measurements by X-ray computed tomography[J]. Nondestructive Testing and Evaluation, 2022, 37(5): 631-644. |
| [2] | Caminero M Á, Romero Gutiérrez A, Chacón J M, et al. Effects of fused filament fabrication parameters on the manufacturing of 316L stainless-steel components: geometric and mechanical properties[J]. Rapid Prototyping Journal, 2022, 28(10): 2004-2026. |
| [3] | Galantucci L M, Pellegrini A, Guerra M G, et al. 3D printing of parts using metal extrusion: an overview of shaping debinding and sintering technology[J]. Advanced Technologies and Materials, 2022, 47(1): 25-32. |
| [4] | Thompson Y, Gonzalez-Gutierrez J, Kukla C, et al. Fused filament fabrication, debinding and sintering as a low cost additive manufacturing method of 316L stainless steel[J]. Additive Manufacturing, 2019, 30: 100861. |
| [5] | Boschetto A, Bottini L, Miani F, et al. Roughness investigation of steel 316L parts fabricated by metal fused filament fabrication[J]. Journal of Manufacturing Processes, 2022, 81: 261-280. |
| [6] | Galati M, Minetola P. Analysis of density, roughness, and accuracy of the atomic diffusion additive manufacturing (ADAM) process for metal parts[J]. Materials, 2019, 12(24): 4122. |
| [7] | Singh G, Missiaen J M, Bouvard D, et al. Additive manufacturing of 17-4 PH steel using metal injection molding feedstock: analysis of 3D extrusion printing, debinding and sintering[J]. Additive Manufacturing, 2021, 47: 102287. |
| [8] | Singh G, Missiaen J M, Bouvard D, et al. Copper extrusion 3D printing using metal injection moulding feedstock: analysis of process parameters for green density and surface roughness optimization[J]. Additive Manufacturing, 2021, 38: 101778. |
| [9] | Lavecchia F, Pellegrini A, Galantucci L M. Comparative study on the properties of 17-4 PH stainless steel parts made by metal fused filament fabrication process and atomic diffusion additive manufacturing[J]. Rapid Prototyping Journal, 2023, 29(2): 393-407. |
| [10] | Singh P, Balla V K, Atre S V, et al. Factors affecting properties of Ti-6Al-4V alloy additive manufactured by metal fused filament fabrication[J]. Powder Technology, 2021, 386: 9-19. |
| [11] | Ferreira S L C, Bruns R E, Ferreira H S, et al. Box-Behnken design: an alternative for the optimization of analytical methods[J]. Analytica Chimica Acta, 2007, 597(2): 179-186. |
| [12] | 吴昂,吴莹,李国俊,等.基于响应曲面法的大型锥形件缩口成形工艺设计及多几何参数优化[J].机械工程学报, 2019, 55(24): 83-92. |
| Wu Ang, Wu Ying, Li Guo-jun, et al. Process design and multi-geometric parameter optimization of large cones based on response surface methodology[J]. Journal of Mechanical Engineeringm, 2019, 55(24): 83-92. | |
| [13] | Supriadi S, Suharno B, Hidayatullah R, et al. Thermal debinding process of SS 17-4 PH in metal injection molding process with variation of heating rates, temperatures, and holding times[J]. Solid State Phenomena, 2017, 266: 238-244. |
| [14] | 张烘州,明伟伟,安庆龙,等.响应曲面法在表面粗糙度预测模型及参数优化中的应用[J].上海交通大学学报, 2010, 44(4): 447-451. |
| Zhang Hong-zhou, Ming Wei-wei, An Qing-long, et al. Application of response surface methodology in surface roughness prediction model and parameter optimization[J]. Journal of Shanghai Jiaotong University, 2010, 44(4): 447-451. | |
| [15] | 胡雅琴.响应曲面二阶设计方法比较研究[D].天津:天津大学, 2005. |
| Hu Ya-qin. A comparative study on the second-order designs in response surface methodolody[D]. Tianjin: Tianjin University, 2005. |
| [1] | Xian-zhen HUANG, Xu WANG, Peng-fei DING, Zhi-yuan JIANG. Reliability Optimization of Process Parameters Considering Milling Surface Morphology [J]. Journal of Northeastern University(Natural Science), 2025, 46(3): 80-87. |
| [2] | Bo XIN, Gang CAO, Jia-xin QIN, Xian-li ZHAO. Grinding Process Optimization of Laser-Directed Energy Deposited NiCo-FGMs [J]. Journal of Northeastern University(Natural Science), 2025, 46(2): 85-95. |
| [3] | Shi-jie JIANG, Fei WANG, Shu-guang LI, Zi-zhao XU. Theoretical and Experimental Research on Dimensional Shrinkage of MFFF 17-4PH Products [J]. Journal of Northeastern University(Natural Science), 2025, 46(10): 104-112. |
| [4] | Ya-dong GONG, Yuan-feng LI, Quan WEN, Qi-zhen REN. Comparative Experimental Study on Micro-grinding Performance of 2.5D Cf/SiC Composites and SiC Ceramics [J]. Journal of Northeastern University(Natural Science), 2025, 46(1): 52-60. |
| [5] | Yuan-feng LI, Quan WEN, Ya-dong GONG, Ben-jia TANG. Experimental Study on Micro-scale Grinding of 2.5D Cf /SiC Composites [J]. Journal of Northeastern University(Natural Science), 2024, 45(8): 1143-1149. |
| [6] | ZHANG Jia-hao, ZOU Ping, WEI Shi-yu, LIANG Fu-qiang. Experimental Study on Single-Excitation 3-D Ultrasonic Turning Technology [J]. Journal of Northeastern University(Natural Science), 2023, 44(8): 1152-1159. |
| [7] | FANG Rui, ZOU Ping, DUAN Jing-wei, WEI Shi-yu. Experimental Research on Friction Reduction Characteristics and Surface Quality of 3D Ultrasonic Vibration Assisted Turning [J]. Journal of Northeastern University(Natural Science), 2023, 44(2): 233-241. |
| [8] | SUN Yao, TANG Ben-jia, GONG Ya-dong, LI Si-hui. Preparation Method and Experimental Study of Array Microholes on the Surface of Nickel-Based Single Crystal Superalloy [J]. Journal of Northeastern University(Natural Science), 2023, 44(12): 1719-1725. |
| [9] | JIANG Shi-jie, HU Ke, CHEN Pi-feng, ZHAN Ming. Theoretical and Experimental Investigation on the Three-Dimensional Surface Roughness of Fused Filament Fabrication Products [J]. Journal of Northeastern University(Natural Science), 2022, 43(9): 1290-1297. |
| [10] | WEN Xue-long, WANG Cheng-bao, GONG Ya-dong, SUN Fu-qiang. Preparation of Coated Micro-grinding Tools and Experimental Research on Grinding Surface Quality [J]. Journal of Northeastern University(Natural Science), 2022, 43(5): 681-688. |
| [11] | WEN Xue-long, LI Jia-yu, LI Xin-yan. Influencing Factors of Grinding Surface Quality of TiC-Coated Micro-grinding Tools [J]. Journal of Northeastern University(Natural Science), 2022, 43(4): 534-540. |
| [12] | ZHOU Yun-guang, TIAN Chuan-chuan, MA Lian-jie, BI Chang-bo. Experimental Study on Surface Quality in Micro-scale Grinding of Zirconia Ceramics [J]. Journal of Northeastern University(Natural Science), 2022, 43(1): 83-88. |
| [13] | ZHAO Chun-yu, CHENG Da-zhong, GENG Hao-bo. Research on 2-D Surface Topography Detection Method of Turning Workpieces [J]. Journal of Northeastern University(Natural Science), 2021, 42(9): 1299-1306. |
| [14] | JIANG Shi-jie, HU Ke, CHEN Pi-feng, SIYAJEU Yannick. Theoretical Model and Experimental Verification of Surface Roughness of Fused Filament Fabrication Plates [J]. Journal of Northeastern University(Natural Science), 2021, 42(7): 980-986. |
| [15] | JIAO An-yuan, ZHANG Guo-fu, DING Hao-dong, LIU Wei-jun. Experiment of Magnetic Abrasive Finishing on TC4 Titanium Alloy Hole [J]. Journal of Northeastern University Natural Science, 2020, 41(9): 1304-1310. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||