Journal of Northeastern University(Natural Science) ›› 2025, Vol. 46 ›› Issue (2): 85-95.DOI: 10.12068/j.issn.1005-3026.2025.20230241
• Mechanical Engineering • Previous Articles Next Articles
Bo XIN( ), Gang CAO, Jia-xin QIN, Xian-li ZHAO
), Gang CAO, Jia-xin QIN, Xian-li ZHAO
Received:2023-08-18
Online:2025-02-15
Published:2025-05-20
Contact:
Bo XIN
CLC Number:
Bo XIN, Gang CAO, Jia-xin QIN, Xian-li ZHAO. Grinding Process Optimization of Laser-Directed Energy Deposited NiCo-FGMs[J]. Journal of Northeastern University(Natural Science), 2025, 46(2): 85-95.
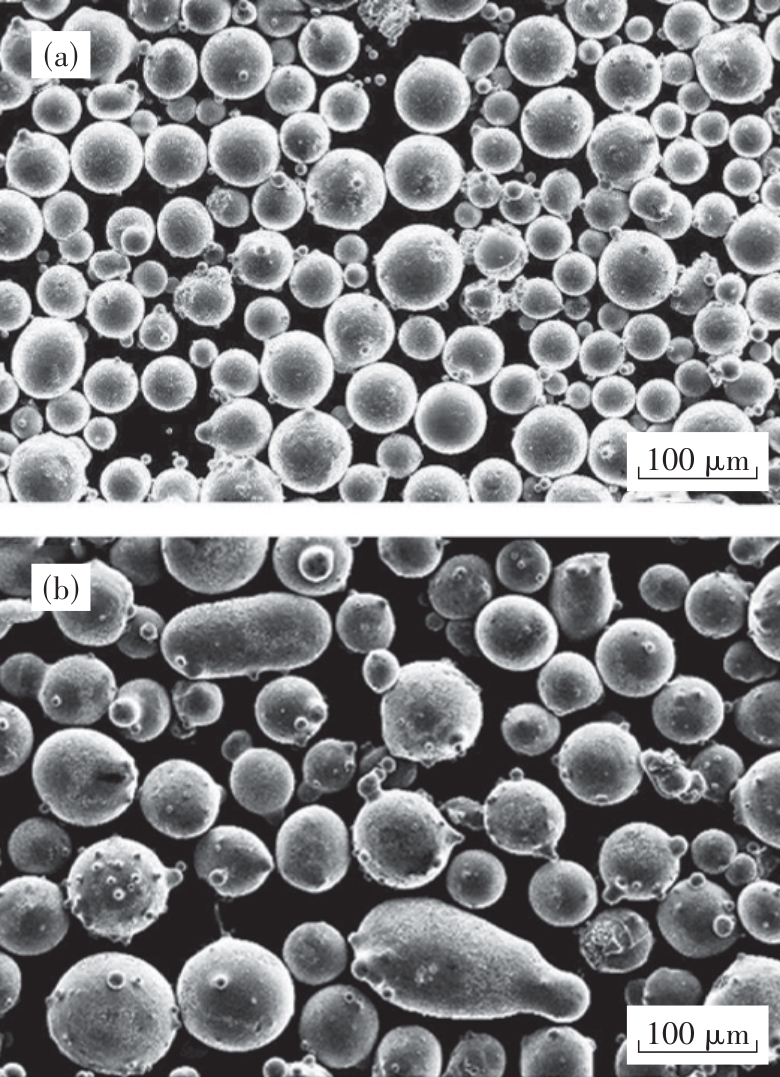
Fig.1 SEM images of K447A and Stellite-6 powders
| 材料 | C | Si | Mn | Cr | Mo | Ti | Fe | Al | Co | Ni | W | Ta | Hf |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| K447A | 0.14 | 0.03 | 0.01 | 8.69 | 0.72 | 1.16 | 0.12 | 5.58 | 10.33 | Bal. | 10.31 | 3.11 | 1.58 |
| Stellite-6 | 1.15 | 1.10 | 0.50 | 29.00 | 1.00 | — | 3.00 | — | Bal. | 3.00 | 4.00 | — | — |
Table 1 Chemical composition of K447A and Stellite-6 powders (mass fraction)
| 材料 | C | Si | Mn | Cr | Mo | Ti | Fe | Al | Co | Ni | W | Ta | Hf |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| K447A | 0.14 | 0.03 | 0.01 | 8.69 | 0.72 | 1.16 | 0.12 | 5.58 | 10.33 | Bal. | 10.31 | 3.11 | 1.58 |
| Stellite-6 | 1.15 | 1.10 | 0.50 | 29.00 | 1.00 | — | 3.00 | — | Bal. | 3.00 | 4.00 | — | — |
| 变量 | 数值 |
|---|---|
| 激光功率/W | 1 600 |
| 送粉速率/(g·min-1) | 15 |
| 激光扫描速度/(mm·min-1) | 600 |
| 搭接率/ % | 40 |
| 送粉/保护气体 | N2 |
| 基板预热温度,时间 | 300 ℃,10 min |
Table 2 Preparation process parameters of the NiCo-FGMs specimen
| 变量 | 数值 |
|---|---|
| 激光功率/W | 1 600 |
| 送粉速率/(g·min-1) | 15 |
| 激光扫描速度/(mm·min-1) | 600 |
| 搭接率/ % | 40 |
| 送粉/保护气体 | N2 |
| 基板预热温度,时间 | 300 ℃,10 min |
Fig.2 Specimen of NiCo-FGMs

Fig.3 Tensile specimen
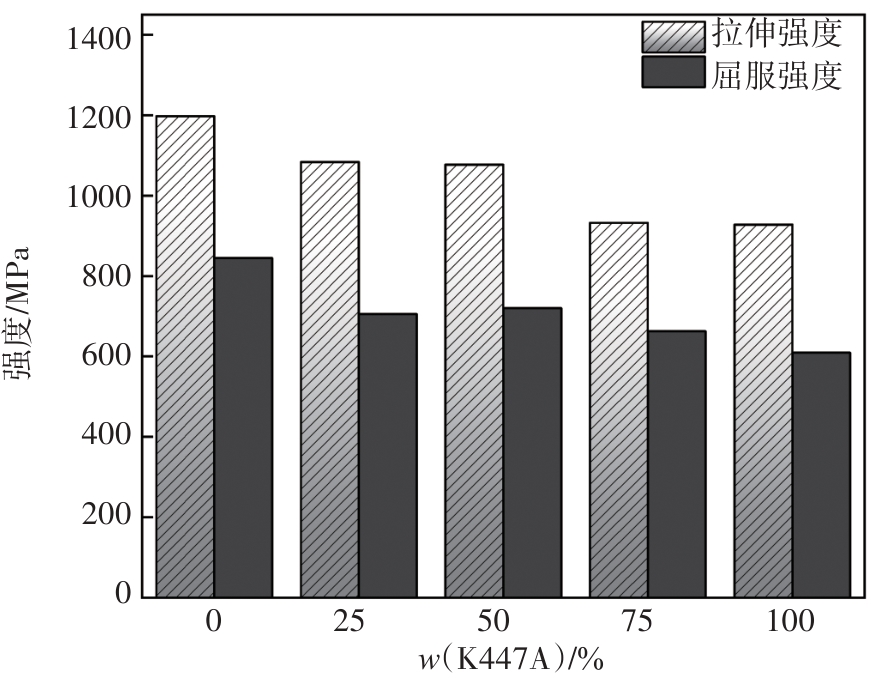
Fig. 4 Tensile test results
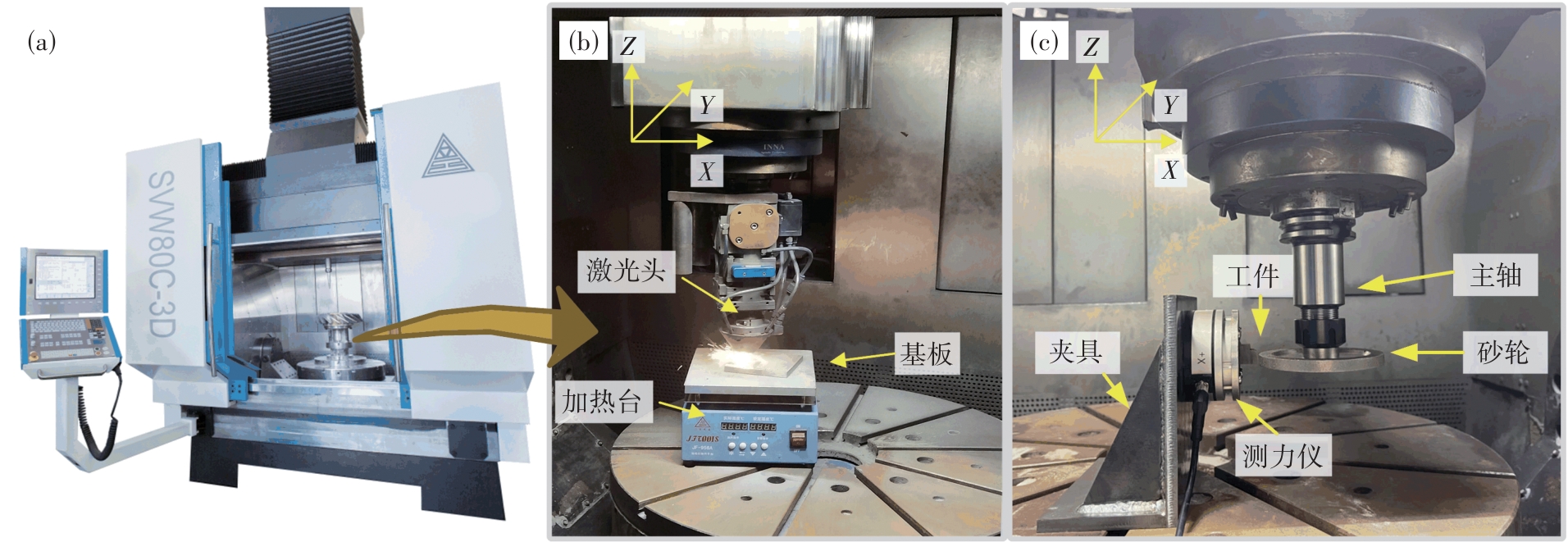
Fig. 5 SVW80C-3D five-axis linkage increase/decrease composite machining center
| 序号 | ap/μm | vs/(m·s-1) | vw/(mm·min-1) |
|---|---|---|---|
| 1 | 10 | 15 | 300 |
| 2 | 10 | 20 | 500 |
| 3 | 10 | 25 | 700 |
| 4 | 10 | 30 | 900 |
| 5 | 25 | 15 | 500 |
| 6 | 25 | 20 | 300 |
| 7 | 25 | 25 | 900 |
| 8 | 25 | 30 | 700 |
| 9 | 40 | 15 | 700 |
| 10 | 40 | 20 | 900 |
| 11 | 40 | 25 | 300 |
| 12 | 40 | 30 | 500 |
| 13 | 55 | 15 | 900 |
| 14 | 55 | 20 | 700 |
| 15 | 55 | 25 | 500 |
| 16 | 55 | 30 | 300 |
Table 3 Orthogonal experimental table
| 序号 | ap/μm | vs/(m·s-1) | vw/(mm·min-1) |
|---|---|---|---|
| 1 | 10 | 15 | 300 |
| 2 | 10 | 20 | 500 |
| 3 | 10 | 25 | 700 |
| 4 | 10 | 30 | 900 |
| 5 | 25 | 15 | 500 |
| 6 | 25 | 20 | 300 |
| 7 | 25 | 25 | 900 |
| 8 | 25 | 30 | 700 |
| 9 | 40 | 15 | 700 |
| 10 | 40 | 20 | 900 |
| 11 | 40 | 25 | 300 |
| 12 | 40 | 30 | 500 |
| 13 | 55 | 15 | 900 |
| 14 | 55 | 20 | 700 |
| 15 | 55 | 25 | 500 |
| 16 | 55 | 30 | 300 |
| 序号 | 0% K447A | 25% K447A | 50% K447A | 75% K447A | 100% K447A | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fn | Ft | Fn | Ft | Fn | Ft | Fn | Ft | Fn | Ft | |
| 1 | 11.99 | 4.59 | 15.05 | 8.69 | 10.12 | 5.75 | 11.12 | 5.99 | 23.37 | 12.65 |
| 2 | 17.27 | 6.56 | 20.27 | 11.25 | 11.87 | 6.29 | 16.25 | 9.29 | 28.78 | 15.12 |
| 3 | 14.21 | 6.46 | 19.30 | 10.59 | 14.96 | 7.82 | 18.43 | 9.63 | 20.34 | 8.46 |
| 4 | 7.96 | 4.23 | 16.63 | 8.06 | 13.78 | 6.78 | 17.80 | 8.77 | 17.16 | 7.33 |
| 5 | 14.00 | 5.60 | 39.51 | 23.75 | 23.86 | 13.53 | 31.22 | 16.39 | 66.46 | 31.55 |
| 6 | 33.57 | 12.86 | 33.41 | 19.12 | 19.01 | 10.37 | 28.05 | 15.98 | 44.33 | 21.39 |
| 7 | 39.60 | 16.59 | 45.32 | 24.14 | 31.15 | 15.70 | 45.71 | 23.22 | 60.79 | 24.60 |
| 8 | 34.59 | 11.74 | 36.18 | 17.49 | 30.61 | 15.40 | 37.57 | 18.21 | 56.95 | 23.86 |
| 9 | 83.87 | 36.24 | 65.22 | 38.67 | 39.56 | 22.35 | 54.78 | 29.15 | 111.60 | 50.81 |
| 10 | 37.79 | 14.75 | 57.70 | 30.67 | 40.84 | 21.29 | 53.94 | 25.83 | 66.84 | 27.45 |
| 11 | 48.25 | 20.82 | 40.30 | 21.90 | 28.98 | 15.22 | 43.17 | 23.79 | 88.03 | 37.27 |
| 12 | 62.60 | 23.83 | 53.58 | 25.58 | 41.72 | 21.28 | 58.75 | 27.38 | 89.41 | 34.74 |
| 13 | 96.26 | 41.87 | 88.00 | 51.26 | 67.95 | 37.15 | 73.17 | 39.61 | 145.20 | 63.06 |
| 14 | 59.92 | 24.46 | 75.86 | 40.76 | 57.34 | 29.60 | 69.44 | 35.44 | 110.56 | 43.23 |
| 15 | 72.37 | 30.43 | 55.15 | 29.66 | 39.34 | 19.79 | 57.13 | 30.64 | 112.42 | 43.83 |
| 16 | 72.50 | 28.17 | 58.48 | 28.21 | 44.33 | 23.28 | 67.05 | 31.23 | 104.82 | 40.91 |
Table 4 Grinding force results
| 序号 | 0% K447A | 25% K447A | 50% K447A | 75% K447A | 100% K447A | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fn | Ft | Fn | Ft | Fn | Ft | Fn | Ft | Fn | Ft | |
| 1 | 11.99 | 4.59 | 15.05 | 8.69 | 10.12 | 5.75 | 11.12 | 5.99 | 23.37 | 12.65 |
| 2 | 17.27 | 6.56 | 20.27 | 11.25 | 11.87 | 6.29 | 16.25 | 9.29 | 28.78 | 15.12 |
| 3 | 14.21 | 6.46 | 19.30 | 10.59 | 14.96 | 7.82 | 18.43 | 9.63 | 20.34 | 8.46 |
| 4 | 7.96 | 4.23 | 16.63 | 8.06 | 13.78 | 6.78 | 17.80 | 8.77 | 17.16 | 7.33 |
| 5 | 14.00 | 5.60 | 39.51 | 23.75 | 23.86 | 13.53 | 31.22 | 16.39 | 66.46 | 31.55 |
| 6 | 33.57 | 12.86 | 33.41 | 19.12 | 19.01 | 10.37 | 28.05 | 15.98 | 44.33 | 21.39 |
| 7 | 39.60 | 16.59 | 45.32 | 24.14 | 31.15 | 15.70 | 45.71 | 23.22 | 60.79 | 24.60 |
| 8 | 34.59 | 11.74 | 36.18 | 17.49 | 30.61 | 15.40 | 37.57 | 18.21 | 56.95 | 23.86 |
| 9 | 83.87 | 36.24 | 65.22 | 38.67 | 39.56 | 22.35 | 54.78 | 29.15 | 111.60 | 50.81 |
| 10 | 37.79 | 14.75 | 57.70 | 30.67 | 40.84 | 21.29 | 53.94 | 25.83 | 66.84 | 27.45 |
| 11 | 48.25 | 20.82 | 40.30 | 21.90 | 28.98 | 15.22 | 43.17 | 23.79 | 88.03 | 37.27 |
| 12 | 62.60 | 23.83 | 53.58 | 25.58 | 41.72 | 21.28 | 58.75 | 27.38 | 89.41 | 34.74 |
| 13 | 96.26 | 41.87 | 88.00 | 51.26 | 67.95 | 37.15 | 73.17 | 39.61 | 145.20 | 63.06 |
| 14 | 59.92 | 24.46 | 75.86 | 40.76 | 57.34 | 29.60 | 69.44 | 35.44 | 110.56 | 43.23 |
| 15 | 72.37 | 30.43 | 55.15 | 29.66 | 39.34 | 19.79 | 57.13 | 30.64 | 112.42 | 43.83 |
| 16 | 72.50 | 28.17 | 58.48 | 28.21 | 44.33 | 23.28 | 67.05 | 31.23 | 104.82 | 40.91 |
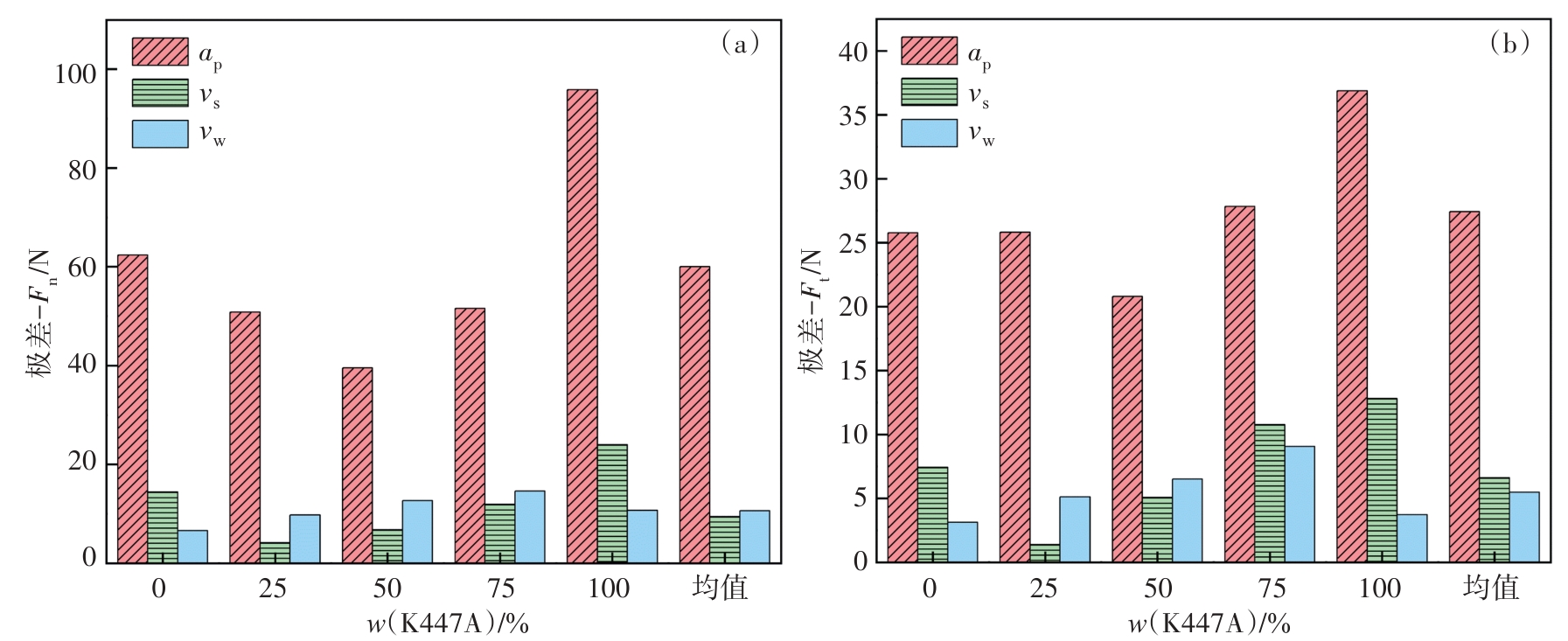
Fig.6 Range of influence of the grinding parameters on the grinding force of materials with different gradients
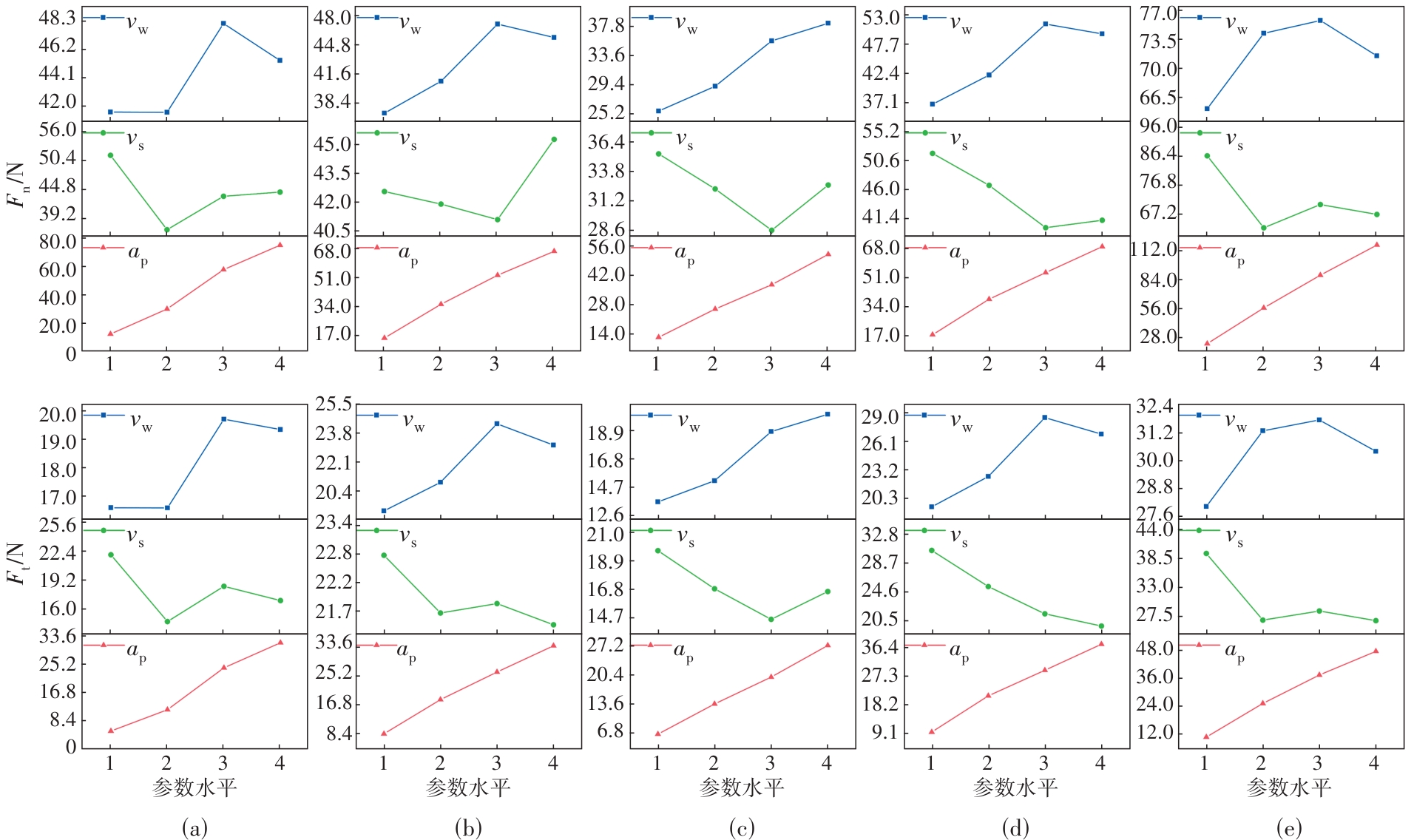
Fig.7 Impact trend of the grinding parameters on the grinding force in different gradient materials
| 序号 | Ra | 标准差 | 平均值 | ||||
|---|---|---|---|---|---|---|---|
0% K447A | 25% K447A | 50% K447A | 75% K447A | 100% K447A | |||
| 1 | 1.38 | 0.75 | 2.01 | 1.24 | 1.09 | 0.464 | 1.29 |
| 2 | 1.17 | 0.74 | 1.68 | 0.98 | 1.03 | 0.349 | 1.12 |
| 3 | 0.71 | 0.66 | 1.34 | 0.92 | 1.00 | 0.272 | 0.93 |
| 4 | 0.57 | 0.73 | 0.99 | 0.79 | 0.98 | 0.177 | 0.81 |
| 5 | 1.26 | 0.80 | 2.09 | 1.14 | 1.11 | 0.484 | 1.28 |
| 6 | 0.94 | 0.81 | 1.68 | 0.95 | 1.14 | 0.343 | 1.10 |
| 7 | 0.68 | 0.67 | 1.17 | 0.88 | 0.91 | 0.207 | 0.84 |
| 8 | 0.46 | 0.63 | 0.85 | 0.71 | 0.96 | 0.195 | 0.72 |
| 9 | 0.85 | 0.88 | 2.04 | 1.24 | 1.15 | 0.483 | 1.23 |
| 10 | 0.68 | 0.78 | 2.01 | 1.16 | 1.18 | 0.523 | 1.16 |
| 11 | 0.63 | 0.77 | 1.07 | 0.99 | 0.94 | 0.178 | 0.88 |
| 12 | 0.51 | 0.67 | 0.88 | 0.72 | 0.97 | 0.179 | 0.75 |
| 13 | 0.79 | 0.95 | 2.20 | 1.58 | 1.16 | 0.567 | 1.34 |
| 14 | 0.88 | 0.75 | 1.47 | 0.95 | 1.04 | 0.274 | 1.02 |
| 15 | 0.66 | 0.70 | 1.01 | 0.91 | 0.89 | 0.148 | 0.83 |
| 16 | 0.51 | 0.67 | 0.93 | 0.84 | 0.93 | 0.183 | 0.77 |
Table 5 Roughness measurement results
| 序号 | Ra | 标准差 | 平均值 | ||||
|---|---|---|---|---|---|---|---|
0% K447A | 25% K447A | 50% K447A | 75% K447A | 100% K447A | |||
| 1 | 1.38 | 0.75 | 2.01 | 1.24 | 1.09 | 0.464 | 1.29 |
| 2 | 1.17 | 0.74 | 1.68 | 0.98 | 1.03 | 0.349 | 1.12 |
| 3 | 0.71 | 0.66 | 1.34 | 0.92 | 1.00 | 0.272 | 0.93 |
| 4 | 0.57 | 0.73 | 0.99 | 0.79 | 0.98 | 0.177 | 0.81 |
| 5 | 1.26 | 0.80 | 2.09 | 1.14 | 1.11 | 0.484 | 1.28 |
| 6 | 0.94 | 0.81 | 1.68 | 0.95 | 1.14 | 0.343 | 1.10 |
| 7 | 0.68 | 0.67 | 1.17 | 0.88 | 0.91 | 0.207 | 0.84 |
| 8 | 0.46 | 0.63 | 0.85 | 0.71 | 0.96 | 0.195 | 0.72 |
| 9 | 0.85 | 0.88 | 2.04 | 1.24 | 1.15 | 0.483 | 1.23 |
| 10 | 0.68 | 0.78 | 2.01 | 1.16 | 1.18 | 0.523 | 1.16 |
| 11 | 0.63 | 0.77 | 1.07 | 0.99 | 0.94 | 0.178 | 0.88 |
| 12 | 0.51 | 0.67 | 0.88 | 0.72 | 0.97 | 0.179 | 0.75 |
| 13 | 0.79 | 0.95 | 2.20 | 1.58 | 1.16 | 0.567 | 1.34 |
| 14 | 0.88 | 0.75 | 1.47 | 0.95 | 1.04 | 0.274 | 1.02 |
| 15 | 0.66 | 0.70 | 1.01 | 0.91 | 0.89 | 0.148 | 0.83 |
| 16 | 0.51 | 0.67 | 0.93 | 0.84 | 0.93 | 0.183 | 0.77 |
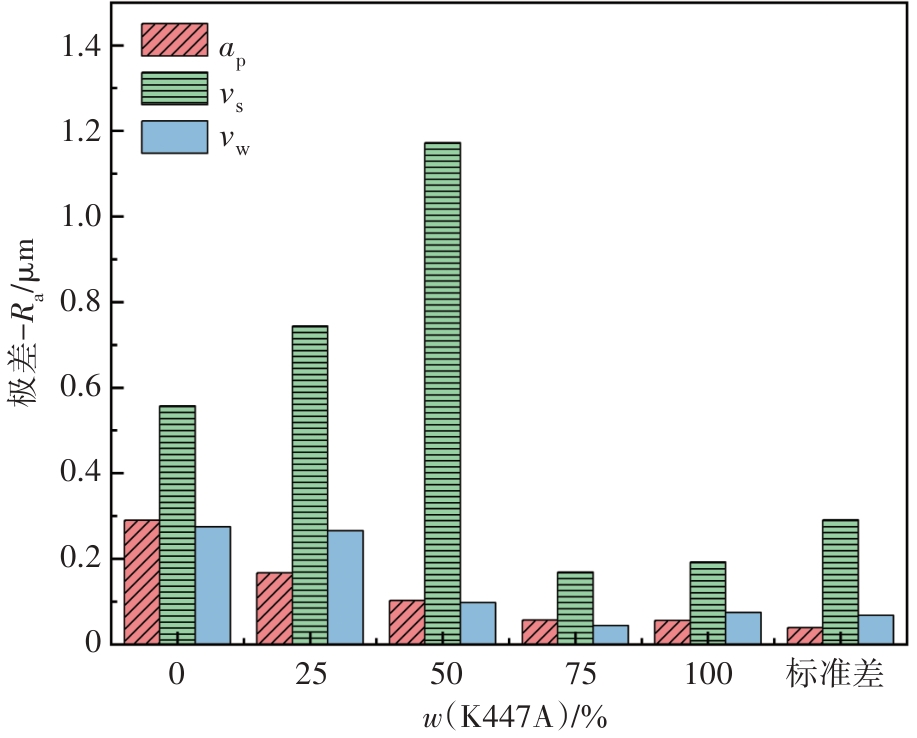
Fig.8 Range of influence of the grinding parameters on the surface roughness of materials with different gradients
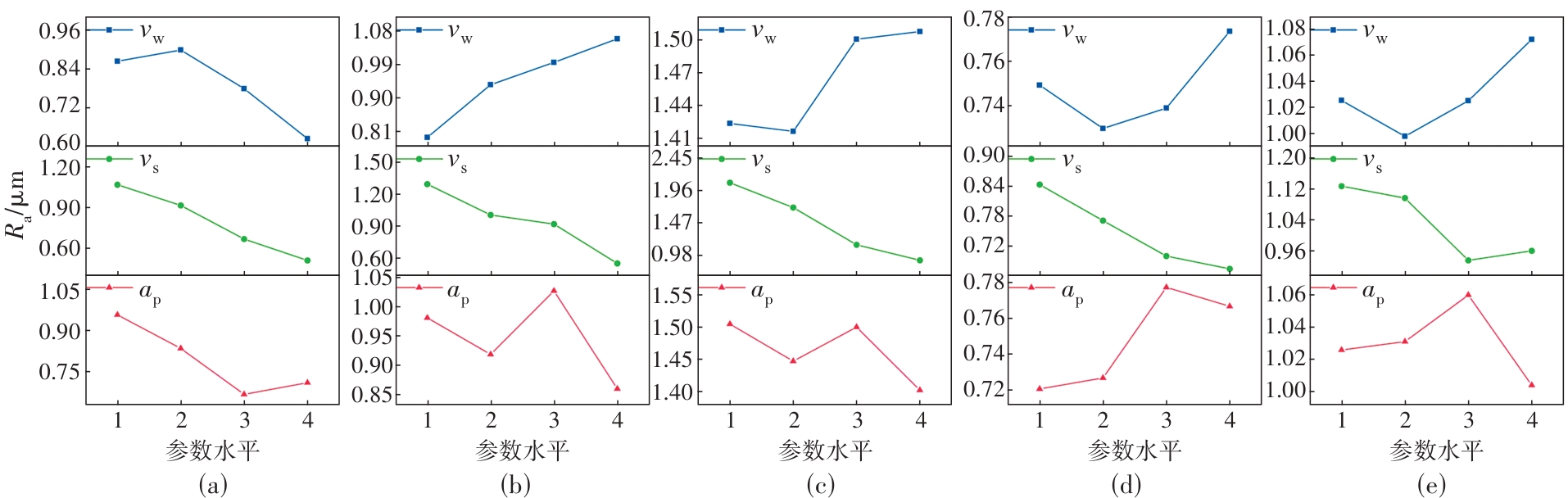
Fig.9 Impact trend of the grinding parameters on the surface roughness of materials with different gradients
| 变量 | 自由度 | 平方和 | 均方 | F值 |
|---|---|---|---|---|
| 回归 | 3 | 1.044 187 | 0.348 062 | 126.117 6 |
| 残差 | 12 | 0.033 118 | 0.002 760 | — |
| 总计 | 15 | 1.077 305 | — | — |
Table 7 ANOVA of the roughness standard deviation prediction model
| 变量 | 自由度 | 平方和 | 均方 | F值 |
|---|---|---|---|---|
| 回归 | 3 | 1.044 187 | 0.348 062 | 126.117 6 |
| 残差 | 12 | 0.033 118 | 0.002 760 | — |
| 总计 | 15 | 1.077 305 | — | — |
| 变量 | 自由度 | 平方和 | 均方 | F值 |
|---|---|---|---|---|
| 回归 | 3 | 0.517 136 | 0.172 379 | 21.542 84 |
| 残差 | 12 | 0.096 020 | 0.008 002 | — |
| 总计 | 15 | 0.613 156 | — | — |
Table 7 ANOVA of the roughness standard deviation prediction model
| 变量 | 自由度 | 平方和 | 均方 | F值 |
|---|---|---|---|---|
| 回归 | 3 | 0.517 136 | 0.172 379 | 21.542 84 |
| 残差 | 12 | 0.096 020 | 0.008 002 | — |
| 总计 | 15 | 0.613 156 | — | — |
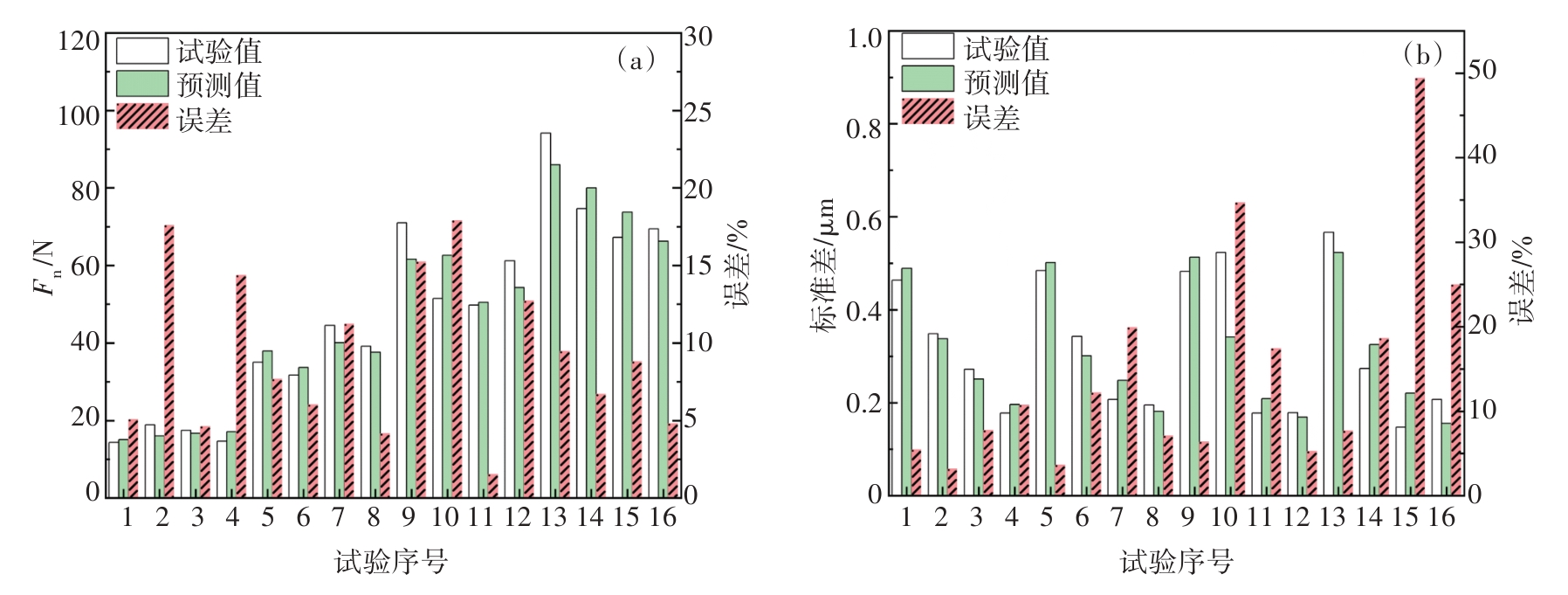
Fig. 10 Comparison of predicted and experimental values
Fig. 11 Pareto front solution set
| 方案 | 正理想解距离 | 负理想解距离 | 相对贴近度 | 排序 |
|---|---|---|---|---|
| 76 | 0.383 065 | 0.538 008 | 0.584 110 | 1 |
| 121 | 0.383 110 | 0.537 717 | 0.583 950 | 2 |
| 9 | 0.389 791 | 0.545 486 | 0.583 235 | 3 |
| ⁝ | ⁝ | ⁝ | ⁝ | ⁝ |
| 43 | 0.460 695 | 0.291 348 | 0.387 408 | 200 |
Table 8 Relative closeness between each scheme and ideal solution in rough machining
| 方案 | 正理想解距离 | 负理想解距离 | 相对贴近度 | 排序 |
|---|---|---|---|---|
| 76 | 0.383 065 | 0.538 008 | 0.584 110 | 1 |
| 121 | 0.383 110 | 0.537 717 | 0.583 950 | 2 |
| 9 | 0.389 791 | 0.545 486 | 0.583 235 | 3 |
| ⁝ | ⁝ | ⁝ | ⁝ | ⁝ |
| 43 | 0.460 695 | 0.291 348 | 0.387 408 | 200 |
| 方案 | 正理想解距离 | 负理想解距离 | 相对贴近度 | 排序 |
|---|---|---|---|---|
| 65 | 0.229 899 | 0.612 230 | 0.727 003 | 1 |
| 126 | 0.235 464 | 0.621 043 | 0.725 088 | 2 |
| 15 | 0.230 347 | 0.602 385 | 0.723 384 | 3 |
| ⁝ | ⁝ | ⁝ | ⁝ | ⁝ |
| 190 | 0.616 914 | 0.267 685 | 0.302 606 | 200 |
Table 9 Relative closeness between each scheme and ideal solution in finish machining
| 方案 | 正理想解距离 | 负理想解距离 | 相对贴近度 | 排序 |
|---|---|---|---|---|
| 65 | 0.229 899 | 0.612 230 | 0.727 003 | 1 |
| 126 | 0.235 464 | 0.621 043 | 0.725 088 | 2 |
| 15 | 0.230 347 | 0.602 385 | 0.723 384 | 3 |
| ⁝ | ⁝ | ⁝ | ⁝ | ⁝ |
| 190 | 0.616 914 | 0.267 685 | 0.302 606 | 200 |
| 工序 | ap/μm | vs/(m·s-1) | vw/(mm·min-1) | Fn/N | σ/μm | Zw/(mm3·s-1) |
|---|---|---|---|---|---|---|
| 粗加工 | 54 | 30 | 311.89 | 59.78 | 0.195 | 1 979.6 |
| 精加工 | 15 | 30 | 300.92 | 20.58 | 0.101 | 173.17 |
Table 10 Grinding experiment results
| 工序 | ap/μm | vs/(m·s-1) | vw/(mm·min-1) | Fn/N | σ/μm | Zw/(mm3·s-1) |
|---|---|---|---|---|---|---|
| 粗加工 | 54 | 30 | 311.89 | 59.78 | 0.195 | 1 979.6 |
| 精加工 | 15 | 30 | 300.92 | 20.58 | 0.101 | 173.17 |
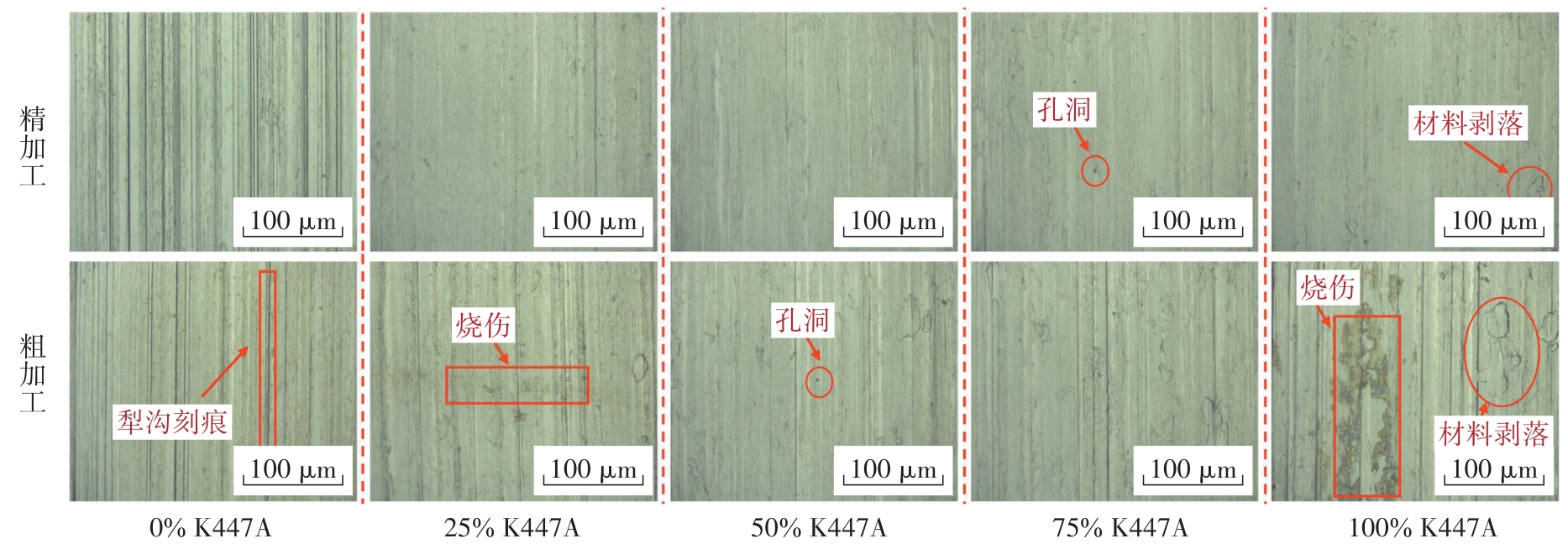
Fig. 12 Surface topography of the grinding process
| 1 | Tyagi S A, Manjaiah M. Laser additive manufacturing of titanium-based functionally graded materials: a review[J]. Journal of Materials Engineering and Performance, 2022, 31(8): 6131-6148. |
| 2 | Zhang R Y, Nagaraja K M, Bian N, et al. Experimental studies on fabricating functionally gradient material of stainless steel 316L-Inconel 718 through hybrid manufacturing: directed energy deposition and machining[J]. The International Journal of Advanced Manufacturing Technology, 2022, 120(11): 7815-7826. |
| 3 | Su Y, Chen B, Tan C W, et al. Influence of composition gradient variation on the microstructure and mechanical properties of 316 L/Inconel 718 functionally graded material fabricated by laser additive manufacturing[J]. Journal of Materials Processing Technology, 2020, 283: 116702. |
| 4 | Zhao K, Zhang G H, Ma G Y, et al. Microstructure and mechanical properties of titanium alloy/zirconia functionally graded materials prepared by laser additive manufacturing[J]. Journal of Manufacturing Processes, 2020, 56: 616-622. |
| 5 | Sim J, Choi D C, Shin K H, et al. Characterization of microscale drilling process for functionally graded M2-Cu material using design of experiments[J]. Journal of the Korean Society of Manufacturing Technology Engineers, 2015, 24(5): 502-507. |
| 6 | Oyelola O, Crawforth P, M’Saoubi R, et al. Machining of functionally graded Ti6Al4V/WC produced by directed energy deposition[J]. Additive Manufacturing, 2018, 24: 20-29. |
| 7 | Wang C D, Ge Y, Ma J P, et al. Effects of parameter selection strategy on tool wear when milling 3D-printed functionally graded materials with textured tool under minimum quantity lubrication[J]. The International Journal of Advanced Manufacturing Technology, 2023, 125(3): 1615-1632. |
| 8 | Noh I, Jeon J, Lee S W. A study on metallographic and machining characteristics of functionally graded material produced by directed energy deposition[J]. Crystals, 2023, 13(10): 1491. |
| [1] | Ya-dong GONG, Yuan-feng LI, Quan WEN, Qi-zhen REN. Comparative Experimental Study on Micro-grinding Performance of 2.5D Cf/SiC Composites and SiC Ceramics [J]. Journal of Northeastern University(Natural Science), 2025, 46(1): 52-60. |
| [2] | Lian-jie MA, Li-ye SUN, Zhe QIU, Hong-shuang LI. Grinding Force Modeling of Two-Dimensional Ultrasonic Vibration Assisted Grinding [J]. Journal of Northeastern University(Natural Science), 2024, 45(8): 1135-1142. |
| [3] | Yuan-feng LI, Quan WEN, Ya-dong GONG, Ben-jia TANG. Experimental Study on Micro-scale Grinding of 2.5D Cf /SiC Composites [J]. Journal of Northeastern University(Natural Science), 2024, 45(8): 1143-1149. |
| [4] | Yun-guang ZHOU, Chuan-chuan TIAN, Shu-hai WANG, Han CHEN. Removal Mechanism and Effect of Parameters on Grinding Force in Grinding SiC Ceramics [J]. Journal of Northeastern University(Natural Science), 2024, 45(4): 548-554. |
| [5] | Xue-long WEN, Hong-ze GUI, Ya-dong GONG, Meng-shan WANG. Experimental Study on the Micro-scale Grinding Force of High-Entropy Alloys [J]. Journal of Northeastern University(Natural Science), 2024, 45(12): 1734-1743. |
| [6] | ZHANG Jia-hao, ZOU Ping, WEI Shi-yu, LIANG Fu-qiang. Experimental Study on Single-Excitation 3-D Ultrasonic Turning Technology [J]. Journal of Northeastern University(Natural Science), 2023, 44(8): 1152-1159. |
| [7] | FANG Rui, ZOU Ping, DUAN Jing-wei, WEI Shi-yu. Experimental Research on Friction Reduction Characteristics and Surface Quality of 3D Ultrasonic Vibration Assisted Turning [J]. Journal of Northeastern University(Natural Science), 2023, 44(2): 233-241. |
| [8] | SUN Yao, TANG Ben-jia, GONG Ya-dong, LI Si-hui. Preparation Method and Experimental Study of Array Microholes on the Surface of Nickel-Based Single Crystal Superalloy [J]. Journal of Northeastern University(Natural Science), 2023, 44(12): 1719-1725. |
| [9] | JIANG Shi-jie, HU Ke, CHEN Pi-feng, ZHAN Ming. Theoretical and Experimental Investigation on the Three-Dimensional Surface Roughness of Fused Filament Fabrication Products [J]. Journal of Northeastern University(Natural Science), 2022, 43(9): 1290-1297. |
| [10] | WEN Xue-long, WANG Cheng-bao, GONG Ya-dong, SUN Fu-qiang. Preparation of Coated Micro-grinding Tools and Experimental Research on Grinding Surface Quality [J]. Journal of Northeastern University(Natural Science), 2022, 43(5): 681-688. |
| [11] | WEN Xue-long, LI Jia-yu, LI Xin-yan. Influencing Factors of Grinding Surface Quality of TiC-Coated Micro-grinding Tools [J]. Journal of Northeastern University(Natural Science), 2022, 43(4): 534-540. |
| [12] | ZHOU Yun-guang, TIAN Chuan-chuan, MA Lian-jie, BI Chang-bo. Experimental Study on Surface Quality in Micro-scale Grinding of Zirconia Ceramics [J]. Journal of Northeastern University(Natural Science), 2022, 43(1): 83-88. |
| [13] | ZHAO Chun-yu, CHENG Da-zhong, GENG Hao-bo. Research on 2-D Surface Topography Detection Method of Turning Workpieces [J]. Journal of Northeastern University(Natural Science), 2021, 42(9): 1299-1306. |
| [14] | JIANG Shi-jie, HU Ke, CHEN Pi-feng, SIYAJEU Yannick. Theoretical Model and Experimental Verification of Surface Roughness of Fused Filament Fabrication Plates [J]. Journal of Northeastern University(Natural Science), 2021, 42(7): 980-986. |
| [15] | XIU Shi-chao, LU Yue, SUN Cong, LI Qing-liang. Dynamic Thermal Mechanical Coupling Effect in Disc Grinding and Its Influence on Workpiece Material Removal Process [J]. Journal of Northeastern University(Natural Science), 2021, 42(3): 389-395. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||